, УА-2141, ВЕГАТ МАЗДА ОПЕЛЬ")
Двигатель ЗМЗ 402 – это несколько вариаций бензиновых моторов с четырьмя цилиндрами. Выпуск данного силового агрегата начался в 1968 году, однако только в 1980-м он окончательно утвердил свою конструкцию силами инженеров «Заволжского моторного завода».
На данный момент существует три основные сборки двигателя. Первая – ЗМЗ-4021.10, который имеет степень сжатия топлива 6,7 и соответственно потребляет А-76 бензин. Вторая – ЗМЗ-402.10, который имеет большую степень сжатия по сравнению с первым. Она составляет 8,2 и поэтому автомобиль можно заправлять бензином А-92. Последняя конструкция – это ЗМЗ-4022.10, который предназначен для работы с А-92 бензином и отличается от собратьев типом зажигания. Так как автомобили ГАЗ с такими моторами остаются популярными на просторах нашей страны, то многие интересуются, как доработать (тюнинговать) головку блока цилиндров 402-го двигателя. В этом материале мы постараемся раскрыть основные моменты переделки, а также предоставим полезные видео на этот счет.v

- Контроль затяжки ГБЦ
- Показания к капитальному ремонту
- Назначение и строение ГБЦ
- Что происходит в ГБЦ во время работы мотора
- Силы, действующие на ГБЦ во время затягивания болтов
- ГБЦ Газель
- Сборка
- Отмывка деталей
- Таблица моменты затяжек змз 402
- Моменты затяжки резьбовых соединений ГАЗель.
- Моменты затяжки резьбовых соединений двигателя ЗМЗ-402
- Снятие и установка головки блока цилиндров двигателя 402 автомобиля ГАЗ-3110
- Разборка
- Повторная протяжка гбц
- Осмотр
- Разборка коленчатого вала
- Двигатели ЗМЗ–402 и ЗМЗ–4021
- Двигатель ЗМЗ–4062
- Обкатка
- Прочие соединения
Контроль затяжки ГБЦ
Чтобы ваша душа была спокойна, и коль скоро вы решили сделать протяжку болтов головки, то существует методика контроля момента затяжки болтов ГБЦ. Естественно, при помощи динамометрического ключа. К болту прикладывается момент, равный моменту страгивания болта. После начала поворота, нужно контролировать момент страгивания. Если он не увеличился, значит всё в порядке, болт начал растягиваться.
Если же момент начинает расти, то значит, что болт не достиг предела текучести. Здесь нужно производить затяжку болта ГБЦ до стабилизации момента затяжки.
При контроле затяжки болтов головки блока цилиндров, обратите внимание на две особенности. Если к болту приложен момент в 20кГсм, но момент текучести не был достигнут, то болт подлежит замене, так как он имеет повышенную прочность
Если же в момент затяжки болта вы увидели, что момент уменьшается, то это означает разрушение болта, и он, однозначно требует замены.
Такие требования к болтам головки блока цилиндров объясняются просто: они работаю в постоянном режиме нагрев – охлаждение.
Удачи вам, и пусть затяжка болтов головки блока цилиндров своими руками, пройдёт успешно.
И снова здравствуйте:) Однако меня частенько спрашивают- “нужна ли повторная протяжка гбц?”. Есть много кто, которые считают, что поставил головку, затянул и не трогай ее больше.
В процессе своей довольно таки долгой работы мотористом, а это уже больше чем четверть века, я на своём опыте убедился, что если поленишься протянуть головку через время положенное для протяжки ея, то ещё через некоторое время, а это в большой части зависит от манеры езды водителя и расстояния одномоментно пройденной, придётся снимать.
Обычно прокладка сгорает в течение года, аи если человек едет на большое расстояние, то и через месяц. Поэтому мой совет таков: нельзя ехать далеко с непротянутой головкой, а иначе вам придется ее снимать в дороге. Но знаете, я заметил, если техника пришла прямо с завода, то через положенный для протяжки пробег, головки редко ослабевают. Возможно, что материал прокладки, который там ставят другой.
Так через сколько нужно протягивать головку цилиндров? В среднем через тысячу км. пробега. Так написано в инструкции и это подтверждается практикой. В инструкции по т.о. также написано, что через десять тысяч нужно ещё раз протянуть или проверить протяжку головки.
Ну в большинстве случаев хватало одной протяжки. Но редко конечно, но были случаи, что когда сгорела прокладка, то головка была слабой даже после одной протяжки. По моему это все зависит от материала прокладки гбц, Которая сильно усаживается, а которая и совсем не проседает.
Физика сего явления, а именно ослабления протяжки головки очевидна. Обычно головки цилиндров алюминиевые, а болты или шпильки крепления ещё стальные. При нагреве же у алюминия коэффициент расширения больше чем у стали и когда движок нагревается, то головка расширяясь сдавливает прокладку как прессом, а когда остывает, то отпускает ещё и прокладка уже сдавлена, а болты есессно ослабляются.
Есть правило: нельзя протягивать горячий двигатель, только холодный. Скажу вам список движков, которые нужно протягивать из своего опыта, с которыми я имел дело, а именно: змз405,406,409. движки Змз-402, УАЗ 417,421. Двигатели змз 511,512,523, зил-130, Урал.
Про другие не скажу, но обычно вазовские головки редко просаживаются. Про иномарки тоже не могу ничего сказать, потому что перебирал их мало, а п***ть попусту не хочу. На этом пока все.
Так к какому же мы пришли выводу? А вот к какому! протягивай вовремя головки!
А то сгорят к hujam прокладки!
Нет еще не все. Чтобы не мучится с повторной протяжкой головки, при этом приходится разбирать чуть ли не половину движка, для того чтобы убедится, что она не прослабла, а иной так и бывает. Зависит от материала прокладки. Сразу и не угадаешь.
Для того чтобы не протягивать повторно головки, можно поставить металлопакет. Про то, можно почитать . И хотя я писал про Уаз-патриот, это может относится ко многим движкам. Удачи друзья!
Показания к капитальному ремонту
Собственно показаний к капитальному ремонту 2 – это повышенный расход бензина и/или масла. В принципе всё.Любая неисправность двигателя (и не только, а также ходовой, например) так или иначе приведёт к тому, что возрастёт расход ГСМ.При этом в динамике авто не потеряет (ну если только не всё крайне запущено, вроде прогоревшего поршняклапана). Для любого авто производитель указывает нормальный расход как бензина так и масла. В случае Волги с ЗМЗ 402 расход бензина в городедолжен быть 13,8 литра на 100 км, а масла должно расходоваться не более 250 грамм на 100 км.
В моём случае, расход был 25-30 литров, масла же приходилось доливать по литру в месяц, при пробеге менее 400 км. Расходбензина замерялся по одометру. Как показало дальнейшее развитие событий, в повышенный расход помимо износа непосредственнодвигателя, свой вклад вносили также буксующее сцепление и подклинивающая тормозная колодка, а также заглушенная система ЭПХХ.
Капиталка была сделана год назад, по завершении обкатки получилось, что зимой при нормальной езде (без буксовок) укладывалсяв 20 литров, летом расход был 14-16 литров при езде средней степени агрессивности. Во время обкатки активно решалась проблематечей масла и к моменту завершения обкатки двигатель был переведён на синтетику, на которой и ездит до сих пор.
Назначение и строение ГБЦ
Замена (снятие и установка) головки блока цилиндров своими руками

Головка блока цилиндров — своеобразная крышка камеры сгорания. Для возможности работы ДВС здесь размещаются впускные и выпускные клапаны, свеча(и) зажигания и различные датчики (зависит от конструкции мотора).

Что происходит в ГБЦ во время работы мотора
Если не углубляться в «дебри» моторостроения, на ГБЦ действует две основные силы.
- Внутренее давление камеры сгорания. При воспламенении топлива в цилиндре образуется избыток сил, проворачивающих коленвал. Указанная сила действует на все стенки рабочей камеры и головку в том числе.
- Интенсивный нагрев приводит к выворачиванию детали. Повышенная температура внутри камеры сгорания может повредить ГБЦ.
- Давление внутри смазочных и охладительных магистралей. Внутри картера и системы охлаждения установленные насосы, подающие жидкости к узлам агрегата.
Силы, действующие на ГБЦ во время затягивания болтов
От правильности затяжки болтов зависит стабильная работа двигателя. При закручивании элементов крепления деталь подвергается сильному давлению. В местах, где проходят шпильки. Следовательно, если нарушить последовательность действий – головку потянет и ее придется протачивать.
ГБЦ Газель
После очередной поездки по республике оставил машину возле дома, а утром при прогреве появился неприятный металлический звон. Первая мысль была — клапана или штанги толкателей. В любом случае — требуется вскрытие. Снятие клапанной крышки ничего не выявило. Выкрутил свечи для прокручивания коленвала за крыльчатку вентилятора и увидел странную картину: свеча третьего цилиндра явно повреждена механически (загнуты электроды и разбит конус изолятора), к тому же как-то легко выкрутилась. Снял ГБЦ и обнаружил “фарш” в третьем цилиндре: седло выпускного клапана вылетело и его обломки хорошо погуляли по цилиндру, оставив следы на рабочей поверхности поршня и камеры сгорания. Все понятно: меняем седло, свечу (резьба свечного канала сильно поведена — значит, ставим ввертыш). Благо с запчастями на 402 двигатель нет проблем.
Новые детали (слева) и убитая свеча
Ввертыш свечи поставил буртиком внутрь, т.е. вкручивал его изнутри и посадил на фиксатор резьбы, седло клапана охлаждал в морозильной камере при — 24 градусах, ГБЦ (камеру третьего цилиндра) грел на газовой плите, предварительно подготовив посадочное место седла. Операция прошла успешно! Рассухаривание клапанов делал молотком, выставляя на тарелку пружин головку на 27, чтобы сухари не улетели.
Сборка
Собирают головку блока в порядке, обратном разборке. Перед установкой смазать моторным маслом маслоотражательные колпачки, стержни клапанов и ось коромысел клапанов. Устанавливают клапаны в соответствии с метками, сделанными при разборке.
Прокладку корпуса термостата и прокладку задней крышки головки блока установить на герметик типа «Гермесил».
При установке головки блока рекомендуется заменить прокладку головки блока.
Установка головки блока производится в порядке, обратном снятию. Порядок затяжки болтов крепления головки блока показан на рис.
Последовательность затяжки болтов крепления головки блока цилиндров. Момент затяжки 83–90 Н·м (8,3– 9,0 кгс·м). После установки головки блока отрегулировать зазоры в приводе клапанов.
Отмывка деталей
Следующим этапом капитального ремонта является отмывка деталей от смолистых отложений. Вот так ГБЦ выглядела за год до капитального ремонта, после 1,5 лет на полусинтетике:

Отмывка осуществлялась средством для мытья посуды (пойдёт любое) при помощи зубной щётки. Технология такая – капаем средствомдля мытья посуды и трём зубной щёткой, как жижа почернеет бумажной салфеткой вытираем насухо. И так далее, таким образом отмыть удалось почти все детали:

Ось коромысел разбираться не пожелала, я и не настаивал
Головку цилиндров снимаем для ремонта, для замены прокладки под головкой и для полного ремонта двигателя.
Все операции условно описываем на двигателе, который уже снят с автомобиля.


Снимаем наконечники проводов со свечей зажигания.
Откручиваем и снимаем свечи зажигания
Отсоединяем трубку отвода картерных газов
Отсоединяем шланг вакуумного регулятора датчика-распределителя зажигания.


Снимаем корпус воздушного фильтра и карбюратор

Торцевым ключом или головкой на 10 выворачиваем шесть болтов крышки головки блока
Снимаем крышку головки блока цилиндров
Снимаем уплотнительную прокладку крышки ГБЦ
Ключом на 13 откручиваем две гайки боковых стоек оси коромысел

Ключом или головкой на 17 откручиваем последовательно четыре гайки стоек оси коромысел.
Извлекаем ось коромысел со шпилек (можно поддеть аккуратно отверткой).

Вынимаем по очереди восемь штанг толкателей. При этом нужно маркировать штанги или положить их в ряд и запомнить положение, чтобы при сборке установить все штанги на свои места.
Головкой на 17 отворачиваем последовательно десять гаек крепления головки.
Желательно откручивать в обратной последовательности затяжки (смотрим по рисунку последовательность затяжки гаек).


Вынимаем головку цилиндров (При извлечении нельзя поддевать головку отверткой или другим инструментом в сопрягаемой плоскости)
Извлекаем прокладку головки блока цилиндров

Последовательность затяжки гаек ГБЦ показана на рисунке.
Устанавливаем головку в обратной последовательности, предварительно промазав прокладку головки блока цилиндров графитовой смазкой и надев ее на шпильки блока.
Гайки крепления головки блока затягиваем в два этапа:
- 1-й этап — 40–60 Нм (4,0–6,0 кгс·м);
- 2-й этап — 83–9,0 Нм (8,3–9,0 кгс·м).
Тянем, еще как, но другого выбора нет (никакой гарантии что фрезеровку сделают качественно). Вообще сворачивает шпильки если они изначально с браком, резьбу может сорвать на верхней части, шайбы/гайки лопаются, раздавливает посадочные места под шайбы и в итоге от затягивания никакого толку. Но вот чтоб резьбу из блока вытянуло — не видел ни разу, да и если посмотреть какая там резьба — весьма сомнительно.
А ты шлифуй головку там, где есть гарантия. И я что-то не догоняю, как можно головку шлифануть криво? Возможно шлифануть ее, срезав на одну сторону, т.е. с одной стороны снять больше чем с другой. Одним словом клином. Но поверхность ГБЦ, которая ложится на блок все равно остается в одной плоскости. Или умудряются за один проход фрезы в середине головки яму сделать?
Проверено временем, что от через мерного усилия при затяжке, особенно на 402 двигателе головка подлежит обязательной шлифовке после ее демонтажа. Когда мы тянем гайки больше чем положено, то получается, что нет хода металла при нагреве. И как только мы откручиваем головку, она как пружина становится горбатой.
Таблица моменты затяжек змз 402
Двигатели мод. ЗМЗ – 4025 и ЗМЗ – 4026

Вид с левой стороны: 1 — стартер; 2 — тяговое реле; 3 — маслопровод; 4 — топливный насос; 5 — кронштейн опоры двигателя; 6 — датчик аварийного давления масла; 7 — масляный фильтр; 8 — шкив коленчатого вала; 9 — шкив водяного насоса; 10 — патрубок водяного насоса; 11 — корпус термостата; 12 — датчик указателя температуры охлаждающей жидкости; 13 — фильтр тонкой очистки топлива; 14 — датчик указателя давления масла; 15 — свеча зажигания; 16 — датчик-распределитель зажигания; 17 — крышка толкателей; 18 — привод распределителя зажигания и масляного насоса; 19 — указатель уровня масла (щуп).

Вид с правой стороны: 1 — кронштейн опоры двигателя; 2 — выпускной коллектор; 3 — масляный картер; 4 — кран слива охлаждающей жидкости; 5 — головка блока цилиндра; 6 — впускная труба; 7 — карбюратор; 8 — пробка маслоналивной горловины; 9 — крышка коромысел; 10 — генератор.

Поперечный разрез двигателей: 1 — масляный насос; 2 — масляный картер; 3 — пробка слива масла; 4 — крышка коренного подшипника; 5 — крышка шатуна; 6 — коленчатый вал; 7 — шатун; 8 — поршень; 9 — гильза цилиндра; 10 — выпускной коллектор; 11 — впускная труба; 12 — направляющая втулка клапана; 13 — клапан; 14 — маслоотделитель системы вентиляции картера; 15 — крышка коромысел; 16 — коромысло клапана; 17 — ось коромысел; 18 — штанга толкателя; 19 — распределитель зажигания; 20 — привод распределителя; 21 — толкатель; 22 — распределительный вал; 23 — стартер.
Моменты затяжки резьбовых соединений используемых при сборке или ремонте двигателей ЗМЗ 402 и его модификаций:
* для резьбовых соединений к которым не предъявляются жесткие требования. В некоторых изданиях ещё употребляется фраза: «Для остальных резьбовых соединений моменты затяжки следующий»
Моменты затяжки резьбовых соединений ГАЗель.
Двигатели ЗМЗ-405, -406.
Кузов фургонов и автобусов.
Осмотр и дефектация шатунно-поршневой группы рассмотрена в статье – «Ремонт шатунно-поршневой группы».
Еще раз кратко пройдемся по основным особенностям:
Перед установкой гильз в блок цилиндров, если это требуется, блок хорошо промывается и сушится.


При замене гильз новые гильзы вставляют в блок цилиндров так, чтобы буква, обозначающая группу гильзы, располагалась в поперечной плоскости.
Гильза должна входить в блок совершенно свободно.
Гильза, установленная с медной прокладкой в блоке, должна выступать над поверхностью блока на 0,02–0,1 мм.
Разница выступания гильз по цилиндрам должна быть не более 0,055 мм (это обеспечивается подбором гильз по длине или их осаживанием с деформацией медной прокладки).
Перед установкой гильзы место, на которое опирается гильза в блоке нужно промазать герметиком (раньше при сборке использовали масляную краску).
После вставки гильзы в блок цилиндров, легкими ударами допрессовываем гильзы.

После установки гильз их нужно зафиксировать с помощью подходящих втулок, шайб и гаек.
Фиксация нужна, чтобы при перевертывании блока и вставки поршней с кольцами гильзы не вылезли из блока
По дефектации блока была рассмотрена соответствующая статья.
Переходим к сборке шатунно-поршневой группы.


На днище поршня выбито два обозначения. На блоке нанесена буква краской. По этой букве поршень подбирается к цилиндру.
Конечно если менялась цилиндропоршневая группа, то уже эта маркировка не учитывается.
На днище поршня римская цифра указывает группу поршня. На поршневых пальцах номер группы указывается краской на внутренней поверхности или на торцах. Он конечно должен совпадать с группой поршня.


На шатуне номер группы тоже обозначается краской. Он должен либо совпадать, либо быть соседней с пальцем группы.
Поршневой палец, смазанный моторным маслом должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее
Нагреваем поршень до температуры примерно 80˚ С (можно в водяной ванночке) и запрессовываем поршневой палец.


Запрессовывать палец можно медным или обычным молотком, через оправку из мягкого металла, удерживая поршень на весу.
После сборки выступ на нижней головке шатуна должен находиться с той же стороны, что и надпись «Перед» на поршне.
Ориентировочный выступ шатуна двигателя ЗМЗ-402 расположен не на стержне шатуна, а на его крышке


Ставим стопорные кольца в поршень.
Проверяем поршневые кольца. Установленные в цилиндр на глубину 20-30 мм компрессионные кольца должны иметь зазор в замке – 0,3-0,6 мм, маслосъемное – 0,5-1 мм.


Надеваем кольца на поршень. Раздвигаем замок расширителя маслосъемного кольца, надеваем его на поршень в нижнюю канавку и сводим замок.
Надеваем нижнее компрессионное кольцо надписью «ВЕРХ» к днищу поршня
Последним, надеваем верхнее компрессионное кольцо. Кольца разворачиваем так, чтобы замки верхних компрессионных колец находились с противоположных сторон поршня, а замок маслосъемного кольца под 90˚ к замкам компрессионных колец.
При замене изношенных или дефектных гильз новыми и отремонтированными следует вставлять их в блок так, чтобы метка, имеющаяся на нижней центрирующей части гильзы, указывающая ее группу, была расположена в поперечной плоскости блока.
В остальных случаях, прежде чем вынуть гильзы из блока, их необходимо маркировать порядковыми номерами, а также пометить положение в блоке, чтобы при сборке обеспечить их постановку в прежнее положение.
В случае замены поршней, гильз, поршневых пальцев или шатунов подбор сопрягаемых пар следует производить при температуре деталей 20±3°С. (см. таблицу размерных групп ниже).
При установке на поршень новых колец, но сохранении прежних гильз, следует удалить на станке или шабером выступающий буртик в верхней части гильзы.
Для мало изношенных гильз цилиндров без их расточки предусмотрен комплект луженых компрессионных и стальных маслосъемных колец.
Устанавливаем блок двигателя на стенд в перевернутом положении.
Вставляем в постели коренных подшипников вкладыши с канавкой и отверстием для подачи масла.


Вставляем два упорных полукольца без выступов по обеим сторонам центральной постели. Поворачиваем их поперечными проточками к щекам коленчатого вала.о.


Вкладыши и коренные шейки коленчатого вала смазываем моторным маслом.
Вкладываем новую набивку – как сказано в статье – «Ремонт коленчатого вала»

Вставляем набивку в держатель набивки и устанавливаем резиновые флажки в держатель набивки
Обжимаем набивку, как сказано в статье – «Ремонт коленчатого вала».


Укладываем коленчатый вал в блок цилиндров.
Устанавливаем вкладыши в крышки коренных подшипников, смазываем их чистым моторным маслом и укладываем на шейки коленчатого вала



Устанавливаем держатель набивки
Шестигранным ключом на 8 заворачиваем две гайки крепления держателя набивки

Затягиваем болты крышек коренных подшипников в соответствии с моментами затяжки (см. ниже таблицу моментов ниже)
Проворачиваем рукой коленчатый вал. Вращение должно быть свободным и равномерным без заеданий при небольшом усилии
Осевой люфт коленчатого вала не должен превышать 0,36 мм. В противном случае проверяем правильность сборки, разбираем и устраняем неисправности.

Устанавливаем переднюю упорную шайбу 2 на штифты 1, антифрикционным слоем наружу

Устанавливаем распорную шайбу между шестерней коленчатого вала и передней упорной шайбой. Распорная шайба устанавливается фаской в сторону упорной шайбы.
Устанавливаем шестерню коленчатого вала.
Напрессовав до упора шестерню коленчатого вала, следует проверить его осевой зазор.
Проверка производится следующим образом: заложите отвертку (вороток, рукоятку молотка и т.п.) между первым кривошипом вала и передней стенкой блока и, пользуясь ею как рычагом, отжать вал к заднему концу двигателя.
С помощью щупа определите зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки.
Зазор должен быть в пределах 0,125–0,325 мм.


Вставляем в шатун и его крышку новые вкладыши. Смазываем поршневые кольца, вкладыши, стенки цилиндров и шатунные шейки моторным маслом.
Устанавливаем приспособление для обжимки колец и постукивая деревянной ручкой молотка по кругу обжимаем кольца.


Ориентируем правильно поршень надписью «Перед» к передней части блока вставляем в цилиндр согласно порядку номеров.
Постукивая деревянной ручкой молотка по днищу поршня, утапливаем его в цилиндр. С другой стороны контролируем правильное его положение относительно шейки коленчатого вала.


Устанавливаем крышки шатунов
Головкой на 15 закручиваем гайки крышки шатунов моментом 6,8 – 7,5 кгс.м. Для затяжки используем моментный ключ
Устанавливаем распределительный вал.

Перед установкой распределительного вала, смазать моторным маслом шейки и кулачки распределительного вала, толкатели и штанги толкателей.
При установке распределительного вала совмещаем риску на его пластмассовой шестерне с меткой “ 0 ” на шестерне коленчатого вала.


Головкой на 12 через отверстие в шестерне закручиваем болты крепления упорного фланца.


Устанавливаем маслоотражательную шайбу на конец коленчатого вала. Вставляем в гнездо коленчатого вала шпонку ступицы шкива.
Устанавливаем крышку распределительных шестерен.Чтобы передний сальник коленчатого вала правильно сел лучше всего центрировать крышку вместе со ступицей шкива. Перед посадкой ступицы шкива рабочую кромку сальника смазываем моторным маслом.

Ключом на 13 заворачиваем восемь гаек крепления крышки
Толкатели подбираются по размерам отверстий в блоке и делятся на две группы (см. таблицу размерных групп толкателей).
Коленчатый вал, маховик и сцепление балансируются в сборе, поэтому при замене одной из этих деталей следует произвести динамическую балансировку, высверливая металл с тяжелой стороны маховика.
Балансировку коленчатого вала, маховика и сцепления в сборе не следует начинать, если начальный дисбаланс превышает 200 г.см. В этом случае необходимо узел разукомплектовать и проверить балансировку каждой детали в отдельности.
Устанавливаем масляный насос


Наживляем и закручиваем ключом на 13 две гайки крепления масляного насоса
Устанавливаем новую прокладку поддона. Промазываем герметиком прокладку поддона с обеих сторон


Устанавливаем поддон картера и закручиваем крест накрест гайки поддона.
В задний конец коленчатого вала запрессовывается шариковый подшипник 80203 АС9 с двумя защитными шайбами.
Допускается использовать подшипник 60203А с одной защитной шайбой, при этом в полость для подшипника необходимо заложить 20 г смазки Литол-24.
Приверните к маховику нажимной диск сцепления в сборе с кожухом, предварительно отцентрировав ведомый диск с помощью оправки (можно использовать первичный вал коробки передач) по отверстию в подшипнике в заднем торце коленчатого вала.
Метки 0, выбитые на кожухе нажимного диска и на маховике около одного из отверстий для болтов крепления кожуха, должны быть совмещены.
Стыки нижнего фланца блока цилиндров с крышкой распределительных шестерен и держателем набивки смажьте клеем — герметиком “ Эластосил 137-83 ” или пастой УН-25.
Моменты затяжки резьбовых соединений двигателя ЗМЗ-402
Наименование соединения / Моменты затяжки кгсм
Свечи зажигания 3,0–3,5
Гайки крепления головки блока цилиндров 8,3–9,0
Гайки крепления болтов шатунов 6,8–7,5
Гайки крепления крышек коренных подшипников 10,0–11,0
Гайки крепления маховика 7,6–8,3
Гайки крепления картера сцепления к блоку цилиндров 2,8–3,6
Болт коленчатого вала 17–22
Болты крепления нажимного диска сцепления 2,0–2,5
Гайки крепления впускного трубопровода выпускного коллектора 1,5–3,0
Гайки крепления поддона картера 1,2–2,0
Болты крепления головки блока цилиндров:
— предварительная затяжка 4,0–6,0
— окончательная затяжка 13,0–14,5
Болты крепления крышек коренных подшипников 10,0–11,0
Болты крепления маховика 7,2–8,0
Болты крепления картера сцепления 4,2–5,1
Болт коленчатого вала 10,4–12,0
Болты крепления крышек распределительных валов 1,9–2,3
Болты крепления звездочек распределительных валов 5,6–6,2
Болты крепления крышки клапанов 0,5–0,8
Гайки крепления впускной трубы, болты крепления усилителя картера сцепления 2,9–3,6
Болты крепления шкива насоса охлаждающей жидкости, передней крышки головки цилиндров, крышки цепи, корпуса термостата 2,2–2,7
Болты крепления сальникодержателя, поддона картера 1,2–1,8
Гайки крепления выпускного коллектора 2,0–2,5
Гайки крепления крышек коренных подшипников 12,5–13,6
Гайки болтов крышек шатунов 6,8–7,5
Гайки крепления стоек оси коромысел 3,5–4,0
Снятие и установка головки блока цилиндров двигателя 402 автомобиля ГАЗ-3110
Головку блока можно снять с впускной трубой и выпускным коллектором. Если головка блока снимается с двигателя, установленного на автомобиле, нужно предварительно выполнить следующие операции: — слить жидкость из системы охлаждения;
— снять воздушный фильтр с карбюратора;
— отсоединить шланги от термостата;
— отсоединить провод от датчика температуры охлаждающей жидкости;
— отсоединить провода от микровыключателя на карбюраторе;
— отсоединить от карбюратора тягу воздушной заслонки и тягу привода акселератора;
— отсоединить от карбюратора шланг слива топлива;
— отсоединить шланги от электромагнитного клапана ЭПХХ, установленного на щите передка;
— отсоединить вакуумный шланг усилителя тормозов от штуцера на впускной трубе;
— отсоединить отводящий шланг отопителя от штуцера на задней крышке головки блока или крана отопителя
Дальше порядок снятия головки блока с двигателя, снятого с автомобиля и с установленного на автомобиле, одинаковый.
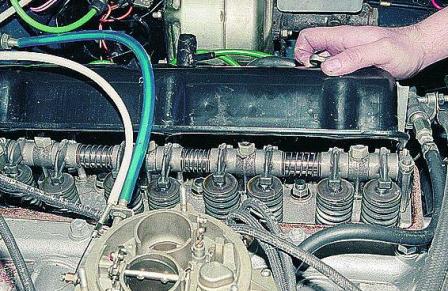
1. Снять наконечники с проводами со свечей зажигания и вывернуть свечи 1. Отсоединить шланг 3 от фильтра тонкой очистки топлива.
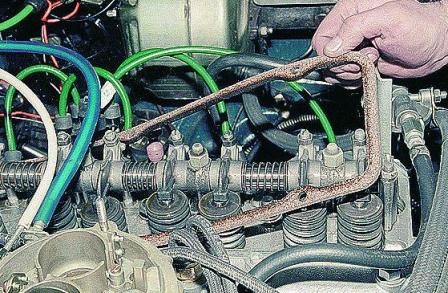
Отсоединить от карбюратора вакуумный шланг 2 вакуум-корректора распределителя зажигания.
Отсоединить шланг 3 вентиляции картера от патрубка на крышке коромысел.
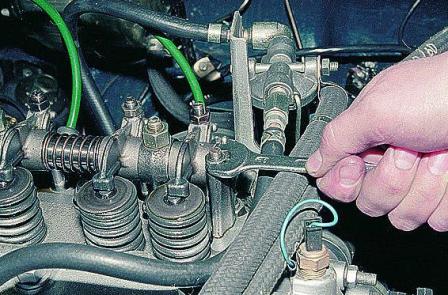
Отвернуть шесть болтов 1 и снять крышку 2 коромысел вместе с прокладкой.
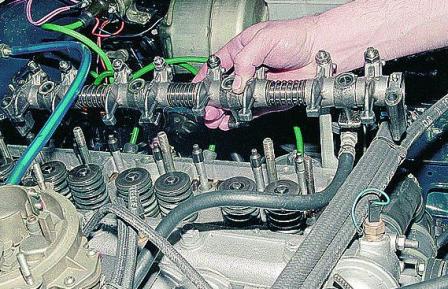
3. Отвернуть гайки 1 и снять ось 2 с коромыслами клапанов и стойками в сборе. Вынуть штанги 4 толкателей клапанов.
Отвернуть гайки 3 и снять головку блока 5 и прокладку головки.
При этом не рекомендуется забивать между головкой блока и блоком цилиндров отвертку или какой-либо другой инструмент, так как можно повредить поверхность головки блока, прилегающую к блоку, или поверхность блока цилиндров.
4. Зафиксировать гильзы цилиндров, надев на шпильки крепления головки широкие шайбы так, чтобы они перекрывали соседние гильзы.
Затем надеть на шпильки подходящие отрезки трубок и притянуть их гайками крепления головки блока.
Разборка
1. Отвернуть гайки 1 и снять корпус 2 термостата с крышкой в сборе.
2. Отвернуть шесть гаек 1 и снять впускную трубу 2 с выпускным коллектором 3 1-го и 4-го цилиндров
3. Отвернуть гайку 1 и снять выпускной коллектор 2 2-го и 3-го цилиндров с головки блока цилиндров
4. Отвернуть болты 1 и снять крышку 2 с прокладкой с заднего торца головки блока цилиндров.
5. Пометить клапаны номером цилиндра, чтобы при сборке головки блока цилиндров установить их на свое место.
6. Установить на головку блока специальное приспособление для сжатия пружин клапанов.
Сжав пружины клапана с помощью приспособления, вынуть сухари 1 клапана. Затем, постепенно ослабляя нажим на ручку приспособления, полностью разжать пружины клапана. Снять приспособление с головки блока. Снять пружины 3 клапана с тарелкой 2 пружин.
7. Перевернуть головку блока цилиндров и вынуть клапан со стороны камеры сгорания.
8. Снять маслоотражательные колпачки 1 с направляющих втулок клапанов и опорные тарелки 2 пружин клапанов
9. Вынуть шплинты 1 и снять с оси 5 коромысел стойки 3 оси, коромысла 2 клапанов и распорную пружину 4.
Бывают случаи когда головка цилиндров плохо отделяется от блока. Обычно это случается из-за того, что происходит окисление аллюминиевой головки в месте крепления шпилек. В этом случае нужно воспользоваться или керосином или уксусной кислотой. Залить в промежуток между шпильками и корпусом и подождать некоторое время. Потом раскачкой, воспользовавшись монтажками пытаться отделять и осаживать обратно расшевелить головку. Ни в коем разе не надо загонять отвертки и другой инструмент между блоком и головкой, этим самым можно испортить головку.
Еще можно посмотреть статью по снятию головки блока цилиндров — «Замена прокладки ГБЦ»
Повторная протяжка гбц
Для того чтобы не протягивать повторно головки, можно поставить металлопакет. Про то, можно почитать тут. И хотя я писал про Уаз-патриот, это может относится ко многим движкам. Удачи друзья!
Осмотр
1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания от нагара.
2. Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов или на стенках камер сгорания, следы прогара, заменить головку блока.
3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку. Для этого линейку поставить ребром на поверхность головки, посередине вдоль, а затем поперек и щупами измерить зазор между плоскостью головки и линейкой. Если зазор превышает 0,1 мм, головку заменить.
4. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан заменить. Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
5. Проверить состояние пружин клапанов. Искривленные, поломанные или имеющие трещины пружины заменить.
6. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов.
Более значительные дефекты устраняют шлифовкой. При шлифовке выдержать размеры седла, указанные на рисунке.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки седел притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
7. Проверить зазор между направляющими втулками и клапанами. Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,25 мм. Если зазор превышает указанный, нужно заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания. Перед установкой новые втулки нужно охладить в двуокиси углерода («сухой лед»), а головку блока нагреть до 160 – 175 °С.
Затем вставить втулку в головку блока так, чтобы она выступала со стороны клапанных пружин над головкой блока на 20 мм. Втулка должна вставляться в головку свободно или с небольшим усилием.
После установки развернуть отверстие во втулке до диаметра 9,0 +0,022 мм. Затем прошлифовать седло клапана, центрируя инструмент по отверстию во втулке.
8. Проверить головку блока на отсутствие трещин можно следующим образом. Подвести к одному из отверстий рубашки охлаждения шланг для подачи сжатого воздуха.
Заглушить все отверстия в головке блока деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах образования трещин будут выходить воздушные пузыри.
9. Прочистить проволокой и продуть сжатым воздухом отверстия в оси коромысел, в коромыслах и в регулировочных винтах. Проверить плотность посадки втулок в коромыслах.
Разборка коленчатого вала
Разборка коленчатого вала требуется перед шлифовкой его шеек, и для замены звездочки привода газораспределительного механизма.

Съемником спрессовываем муфту.
Если съемника нет, снимаем ее ударами через латунную оправку.

Поддев отверткой, снимаем резиновое кольцо, предварительно выбив шпонку из прорези вала.

Спрессовываем звездочку латунной оправкой и, поддев отверткой, извлекаем шпонку звездочки.
После шлифовки шеек коленчатого вала болтом с головкой “на 14” и законтренными гайками выворачиваем заглушки.
Каналы для прохода масла в коленчатом валу тщательно очищаем от отложений и остатков абразива.
Промываем каналы коленчатого вала керосином, бензином или дизельным топливом и продуваем сжатым воздухом.

Заворачиваем заглушки масляных каналов на место

Бородком раскерниваем кромки заглушек
Собираем вал в обратной последовательности. Запрессовку звездочки и муфты начинаем с установки соответствующих шпонок в паз коленчатого вала.

Двигатели ЗМЗ–402 и ЗМЗ–4021
Болт крепления крышки распределительных шестерен 11-16 (1,1-1,6) Гайка крепления крышки распределительных шестерен 12-18 (1,2-1,8) Гайка крепления крышки коробки толкателей 12-18 (1,2-1,8) Гайка крепления головки блока цилиндров 85-90 (8,5-9,0) Болт крепления задней крышки головки блока цилиндров 11-16 (1,1-1,6) Гайка болта крепления крышки шатуна 68-75 (6,8-7,5) Гайка крепления маховика 78-83 (7,8-8,3) Болт крепления шкива коленчатого вала 11-16 (1,1-1,6) Стяжной болт коленчатого вала (храповик) 170-220 (17-22) Болт крепления упорного фланца распределительного вала 11-16 (1,1-1,6) Болт крепления зубчатого колеса распределительного вала 55-60 (5,5-6,0) Гайка крепления стойки оси коромысел 35-40 (3,5-4,0) Болт крепления крышки коромысел 4,5-8,0 (0,45-0,8) Гайка крепления выпускного коллектора к впускной трубе 44-56 (4,4-5,6) Гайка крепления впускной трубы и выпускного коллектора к головке блока 40-56 (4,0-5,6) Гайка крепления масляного картера 12-15 (1,2-1,5) Гайка крепления масляного насоса 18-25 (1,8-2,5) Болт крепления привода распределителя зажигания 6,0-8,0 (0,6-0,8) Гайка крепления крышки коренного подшипника 100-110 (10-11) Гайка крепления масляного фильтра 12-18 (1,2-1,8) Болт крепления топливного насоса 12-18 (1,2-1,8) Гайка крепления фильтра тонкой очистки топлива 12-18 (1,2-1,8) Гайка крепления водяного насоса 18-25 (1,8-2,5) Болт крепления шкива водяного насоса 12-18 (1,2-1,8) Болт крепления картера сцепления 28-36 (2,8-3,6) Гайка крепления картера сцепления 40-56 (4,0-5,6) Болт крепления нажимного диска сцепления 20-25 (2,0-2,5) Гайка крепления кронштейна генератора 44-62 (4,4-6,2)
Гайка крепления генератора 44-56 (4,4-5,6) Свеча зажигания 30-40 (3,0-4,0) Болт крепления вентилятора 14-18 (1,4-1,8)



Двигатель ЗМЗ–4062
Болт крепления крышки коренного подшипника 100-110 (10,0-11,0) Гайка болта крепления крышек шатунов 68-75 (6,8-7,5) Болт крепления маховика 72-80 (7,2-8,0) Болт крепления головки блока цилиндров:
– первый этап 40-60 (4,0-6,0) – второй этап 130-145 (13,0-14,5) Болт крепления крышки распределительного вала 19-23 (1,9-2,3) Стяжной болт коленчатого вала (храповик) 104-128 (10,4-12,8) Болт крепления зубчатого колеса распределительного вала 56-62 (5,6-6,2) Гайка крепления впускной трубы 29-36 (2,9-3,6) Болт крепления передней крышки головки блока цилиндров 22-27 (2,2-2,7) Болт крепления шкива водяного насоса 22-27 (2,2-2,7) Болт крепления водяного насоса 22-27 (2,2-2,7) Болт крепления зубчатых колес промежуточного вала 22-27 (2,2-2,7) Гайка крепления ресивера к впускной трубе 19-23 (1,9-2,3) Гайка крепления выпускного коллектора 20-25 (2,0-2,5) Болт крепления масляного картера 12-18 (1,2-1,8) при обеспечении герметичности допускается момент 6 Н·м (0,6 кгс·м)
Обкатка
Первичная притирка колец осуществлялась шарманкой (кривым стартером), то есть когда ещё гбц не была установлена, я налил масласверху в гильзы и крутил. То есть выдалась какая пауза, я подход – 50 обротов. Особенно туго стало после замены набивки,суммарно я руками сделал в районе 500-1000 оборотов, в результате движок стартером запустился без напряга. Обкатывал я натом же масле, на котором ездил до капиталки – полусинтетике ТНК 10в40. При езде старался держать 2100 оборотов, не раскручиваяболее 2500. Без каких бы то ни было динамичных обгонов. Неделю покатавшись по городу, затем сделал круг почёта вокруг города,примерно 80 км по объездной дороге. При этом ехал строго 2100 оборотов на 5й передаче – это примерно 80 кмч по жпс, по спидометру было 90. Всё время обкатки я воевал с течами масла, и к моменту завершения 1000 км все каналы течи были устраненыи я со спокойной совестью перешёл на синтетику.
Болт крепления крышки распределительных шестерен 11-16 (1,1-1,6)Гайка крепления крышки распределительных шестерен 12-18 (1,2-1,8)Гайка крепления крышки коробки толкателей 12-18 (1,2-1,8)Гайка крепления головки блока цилиндров 85-90 (8,5-9,0)Болт крепления задней крышки головки блока цилиндров 11-16 (1,1-1,6)Гайка болта крепления крышки шатуна 68-75 (6,8-7,5)Гайка крепления маховика 78-83 (7,8-8,3)Болт крепления шкива коленчатого вала 11-16 (1,1-1,6)Стяжной болт коленчатого вала (храповик) 170-220 (17-22)Болт крепления упорного фланца распределительного вала 11-16 (1,1-1,6)Болт крепления зубчатого колеса распределительного вала 55-60 (5,5-6,0)Гайка крепления стойки оси коромысел 35-40 (3,5-4,0)Болт крепления крышки коромысел 4,5-8,0 (0,45-0,8)Гайка крепления выпускного коллектора к впускной трубе 44-56 (4,4-5,6)Гайка крепления впускной трубы и выпускного коллектора к головке блока 40-56 (4,0-5,6)Гайка крепления масляного картера 12-15 (1,2-1,5)Гайка крепления масляного насоса 18-25 (1,8-2,5)Болт крепления привода распределителя зажигания 6,0-8,0 (0,6-0,8)Гайка крепления крышки коренного подшипника 100-110 (10-11)Гайка крепления масляного фильтра 12-18 (1,2-1,8)Болт крепления топливного насоса 12-18 (1,2-1,8)Гайка крепления фильтра тонкой очистки топлива 12-18 (1,2-1,8)Гайка крепления водяного насоса 18-25 (1,8-2,5)Болт крепления шкива водяного насоса 12-18 (1,2-1,8)Болт крепления картера сцепления 28-36 (2,8-3,6)Гайка крепления картера сцепления 40-56 (4,0-5,6)Болт крепления нажимного диска сцепления 20-25 (2,0-2,5)Гайка крепления кронштейна генератора 44-62 (4,4-6,2)
Гайка крепления генератора 44-56 (4,4-5,6)Свеча зажигания 30-40 (3,0-4,0)Болт крепления вентилятора 14-18 (1,4-1,8)
Болт крепления крышки коренного подшипника 100-110 (10,0-11,0)Гайка болта крепления крышек шатунов 68-75 (6,8-7,5)Болт крепления маховика 72-80 (7,2-8,0)Болт крепления головки блока цилиндров:
– первый этап 40-60 (4,0-6,0)– второй этап 130-145 (13,0-14,5)Болт крепления крышки распределительного вала 19-23 (1,9-2,3)Стяжной болт коленчатого вала (храповик) 104-128 (10,4-12,8)Болт крепления зубчатого колеса распределительного вала 56-62 (5,6-6,2)Гайка крепления впускной трубы 29-36 (2,9-3,6)Болт крепления передней крышки головки блока цилиндров 22-27 (2,2-2,7)Болт крепления шкива водяного насоса 22-27 (2,2-2,7)Болт крепления водяного насоса 22-27 (2,2-2,7)Болт крепления зубчатых колес промежуточного вала 22-27 (2,2-2,7)Гайка крепления ресивера к впускной трубе 19-23 (1,9-2,3)Гайка крепления выпускного коллектора 20-25 (2,0-2,5)Болт крепления масляного картера 12-18 (1,2-1,8)при обеспечении герметичности допускается момент 6 Н·м (0,6 кгс·м)
Болт крепления крышки головки блока цилиндров 5,0-8,0 (0,5-0,8)при обеспечении герметичности допускается момент 3 Н·м (0,3 кгс·м)Болт крепления сальникодержателя 12-18 (1,2-1,8)Болт крепления топливопровода с форсунками 5,0-8,0 (0,5-0,8)Болт крепления индуктивных датчиков 5,0-8,0 (0,5-0,8)Свеча зажигания 31-38 (3,1-3,8)Болт крепления стартера 67-75 (6,7-7,5)Гайка крепления кронштейнов генератора 12-18 (1,2-1,8)Болт крепления нажимного диска сцепления 20-25 (2,0-2,5)Болт крепления картера сцепления 42-51 (4,2-5,1)Болт крепления усилителя картера сцепления 29-36 (2,9-3,6)Болт крепления опоры вилки выключения сцепления 42-51 (4,2-5,1)
Прочие соединения
Гайка хомута регулировочной трубки рулевой тяги 15-18 (1,5-1,8)Палец нижнего рычага передней подвески 180-200 (18-20)Гайка оси верхнего рычага передней подвески 70-100 (7,0-10,0)Гайка пальца резьбового шарнира 120-200 (12,0-20,0)Болт и гайка крепления оси верхних рычагов 44-56 (4,4-5,6)Болт крепления колеса 100-120 (10-12)Гайка фланца ведущей шестерни заднего моста 160-200 (16-20)Болт крепления передней подвески к кузову 125-140 (12,5-14)Гайка крепления механизма рулевого управления 50-60 (5,0-6,0)Гайка крепления рулевого колеса 65-75 (6,5-7,5)Гайка крепления сошки механизма рулевого управления 105-120 (10,5-12)Болт крепления кронштейна маятникового рычага 50-62 (5,0-6,2)Болт и гайка крепления рулевой колонки к панели приборов 12-18 (1,2-1,8)Гайка клина рулевого управления 18-25 (1,8-2,5)Всасывающий штуцер насоса гидроусилителя рулевого управления 32-40 (3,2-4,0)Болт-штуцер клапана управления встроенного гидроусилителя рулевого управления 80-100 (8,0-10,0)Гайка верхнего и нижнего наконечников нагнетательного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)Гайка верхнего и нижнего наконечников нагнетательного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)Гайка трубки сливного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)Гайка соединения наконечника нагнетательного шланга и шлангов силового цилиндра раздельного гидроусилителя рулевого управления 32-40 (3,2-4,0)Болт-штуцер сливного шланга встроенного гидроусилителя рулевого управления 80-100 (8,0-10,0)Болт крепления поворотного кулака, рычага и кронштейна 80-100 (8,0-10,0)Ограничитель поворота 80-100 (8,0-10,0)Гайка крепления оси толкателя педалей тормоза и сцепления 32-36 (3,2-3,6)Болт крепления тормозного щита заднего тормоза 65-80 (6,5-8,0)Болт крепления скобы переднего тормоза 110-125 (11,0-12,5)
Болт крепления колесного цилиндра заднего тормоза 8,0-18,0 (0,8-1,8)Гайка крепления регулятора давлениязадних тормозов 8,0-18,0 (0,8-1,8)Гайка крепления главного цилиндра тормозов 24-56 (2,4-5,6)Гайка крепления вакуумного усилителя 8,0-18,0 (0,8-1,8)Болт крепления шлицевой вилки заднего карданного вала 50-56 (5,0-5,6)Гайка крепления карданного вала к заднему мосту 27-30 (2,7-3,0)Гайка крепления поперечины промежуточной опоры к кузову 27-30 (2,7-3,0)Болт крепления промежуточной опоры к поперечине 12-18 (1,2-1,8)Гайка крепления коробки передач к картеру сцепления 50-62 (5,0-6,2)
Для остальных резьбовых соединений моменты затяжки следующие:
для М6 — 6–8 Н·м (0,6-0,8 кгс·м)для М8 — 14–18 Н·м (1,4-1,8 кгс·м)для М10 — 28–36 Н·м (2,8-3,6 кгс·м)для М12 — 50–62 Н·м (5,0-6,2 кгс·м)
