")
- Динамометрический ключ своими руками
- Когда нужна протяжка головки блока цилиндров
- Технические характеристики
- Кроме оригинального мотора, мир увидел несколько модификаций
- Блог про Уаз
- Варианты тюнинга мотора
- Обзор неисправностей и способы их ремонта
- Моменты затяжки резьбовых соединений газель
- Процесс и порядок
- Необходимые инструменты
- Технические характеристики УМЗ 417 2,45 л/92 л.
- Схема протяжки головки на уаз двигатель 417
- Технические характеристики двигателя УМЗ 4216
- Неисправности и ремонт
- Разборка
- Диагностические операции
- Расточка
- Работы по ГБЦ
- Сборка
- Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
- Замена прокладки головки блока цилиндров УАЗ 31519
- Когда необходимо делать затяжку
- Как проводится протяжка болтов головки блока цилиндров
- Момент затяжки ГБЦ 417 двигатель УАЗ
- Регламент обслуживания УМЗ 417
- Порядок протяжки гбц уаз 417
- Схема и порядок затяжки головки блока цилиндров на ВАЗ 2101 — 07 (классика)
- Порядок затяжки головки блока ВАЗ 2108 — 09, Samara.
- Порядок затяжки головки блока 16-ти клапанных двигателей ВАЗ.
- Перечень компонентов системы управления впрыском топлива и зажиганием
- Вы здесь
Динамометрический ключ своими руками
Динамометрические ключи, особенно те разновидности, которыми удобно пользоваться, стоят весьма дорого, поэтому многих автомобилистов интересует, как сделать такое устройство из подручных средств с минимальными затратами. Понимая принцип работы динамоключа, можно сделать его из обычного рожкового или накидного ключа, безмена на 20 кг и трубы длиной 0,5 м. Труба должна быть металлической и такого диаметра, чтобы в ней легко помещалась рукоятка ключа. Проделав отверстия в трубе, закрепляют весы под углом 90 градусов к трубе. Изготовленный из указанных деталей динамо-ключ позволяет затягивать болты, гайки с моментом не более 100 Нм. Однако точность этого прибора оставляет желать лучшего.
Когда нужна протяжка головки блока цилиндров
Может быть, не все автолюбители знают, но современные автомобили не нуждаются в профилактической протяжке головки блоков цилиндров.
Ранее протяжка ГБЦ являлась обязательным пунктом первого ТО, затем ситуация изменилась. Даже относительно современных ВАЗовских двигателей. Протяжка головки блока цилиндров, в основном, сегодня требуется для старых моделей двигателей ВАЗ, УАЗ, Москвич и т.д.
Основной причиной, которая подвигает владельца авто задуматься о необходимости протяжки ГБЦ, являются «мокрота» в месте соединения головки и блока. Это указывает на существующую утечку масла.
Причин может быть несколько. Наиболее традиционные: выход из строя прокладки ГБЦ, коробление ГБЦ в результате незамеченного вами перегрева двигателя, либо изначально неверно затянутые болты головки блока цилиндров. Если вам делали «капиталку» на автосервисе.
Вообще-то многие мастера рекомендуют после ремонта ГБЦ, через тысячу км. проводить выравнивание момента затяжки.
Технические характеристики
Как говорилось ранее, двигатель 417 на УАЗ от Ульяновского моторного завода был практически одинаковым с ЗМЗ 402. Если быть точнее, основная конструкция была скопирована, а УМЗ лишь внёс некоторые косметические поправки.
Для улучшения работы на УАЗах и адаптации мотора были переделаны — маховик, система выпуска и выпускные клапана. На этом оптимизация и модернизация двигателя закончилась.
Рассмотрим, основные технические характеристики 417 двигатель УАЗ:
Кроме оригинального мотора, мир увидел несколько модификаций
В принципе, двигатель УМЗ 417 скопирован с мотора ЗМЗ 402, но отличия, все же, существуют:
И самая главная причина снижения мощности УМЗ 417 в сравнении с ЗМЗ 402 – объединенный, не раздвоенный коллектор выпускного тракта.
Особенностями конструкции являются:
Чтобы осуществить капитальный ремонт, не нужно обязательно посещать СТО, все операции можно произвести своими силами в гараже. Для этого руководство пользователя содержит, как описание параметров, так и пошаговые фото.
Даже в отсутствие гидротолкателей производитель рекомендует заливать качественное масло и антифриз для охлаждения мотора с весьма скромным оребрением блока цилиндров.
Предусмотрена изготовителем и возможность модернизации впускного/выпускного тракта, ГБЦ т ШПГ.
Блог про Уаз
Ремонт двигателя УМЗ-417 можно условно разделить на два вида — текущий и капитальный. Текущий ремонт проводится для восстановления работоспособности двигателя в результате замены или ремонта отдельных его деталей, кроме базовых, блока цилиндров и коленвала. При капитальном ремонте восстанавливают до номинальных значений зазоры и натяги во всех сопряжениях деталей двигателя. При этом двигатель полностью разбирают.
Основанием для капитального ремонта двигателя УМЗ-417 является
— падение мощности двигателя, — уменьшение давления масла в системе смазки, — резкое увеличение расхода масла, свыше 450 грамм на 100 км пробега, — дымление двигателя, — повышенный контрольный расход топлива, — понижение компрессии в цилиндрах, а также шумы и стуки.
Подробнее об этих признаках и способах их диагностики, в отдельном материале.
Текущий и капитальный ремонт двигателя УМЗ-417, общий порядок проведения.
При ремонте двигателя необходимо придерживаться определенного порядка. При разборке двигателя УМЗ-417 надо тщательно проверить каждую его деталь на предмет возможности ее дальнейшего применения или необходимости замены на новую.
Работоспособность двигателя может быть восстановлена заменой изношенных деталей новыми номинального размера либо восстановлением изношенных деталей и применением сопряженных с ними новых деталей ремонтного размера. Для этих целей существуют поршни, поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, седла впускных и выпускных клапанов, втулки распределительного вала и другие детали ремонтных размеров.
Варианты тюнинга мотора
Поскольку карбюраторный двигатель УМЗ 417 имеет тяжелую поршневую систему, тюнинг производится по схеме:
- расточка седел на выпуске до 39 мм и использование клапанов от 412 ДВС;
- установка 51 мм выпускной трубы;
- замена штатного распредвала городским для увеличения крутящего момента на низких оборотах.
Важной особенностью этого силового привода является ограниченный до 100 л. с. потенциал, поэтому даже при замене карбюратора инжектором, тюнинг не принесет ожидаемого увеличения мощности. Специалисты рекомендуют для УМЗ 417 свап, то есть замену ДВС целиком.
Таким образом, мотор УМЗ 417 скопирован с силового привода 402 Заволжского моторного завода с небольшими изменениями. Даже при имеющихся недоработках ДВС исправно служит в полноприводных автобусах, грузовиках и внедорожниках УАЗ, то есть очень тяжелых эксплуатационных условиях.
Обзор неисправностей и способы их ремонта
Морально устаревший мотор УМЗ 417 не гнет клапана, но доставляет несколько других неприятностей:
Задний сальник коленвала вообще является слабым местом, поэтому после выхода мотора 421 в этом узле используется резиновый сальник, а не веревочный шнур с пропиткой. Эта модернизация увеличивает ресурс, так как замена производится гораздо реже.

Моменты затяжки резьбовых соединений газель
Внимание! Опытные механики советуют выбирать средний диапазон из данных ниже. Так как все динамометрические ключи имеют небольшую погрешность.
Всего 10 болтов на головке блока цилиндров двигателей Газели. Их шапочки имеют диаметр 14 мм. После того как будет осуществлена затяжка всех болтов, необходимо пройтись еще раз по ним, чтобы понять, что они точно все притянуты как нужно.
На ЗМЗ 406 и 405 моделей протягивание болтов устройства осуществляется по следующим этапам:
Этап второй. Протягивание резьбовых деталей устройства осуществляется с силой 127 – 142 Н-м.
Процесс и порядок
Вначале подбирают необходимые инструменты. Ставят машину на ровную поверхность.
Необходимые инструменты
Для затяжки ГБЦ автовладельцу понадобятся следующие инструменты:
Внимание! Опытные механики говорят, что затяжка головки блока цилиндров должна проводится одинаково всегда и во время установки только корпуса, и во время установки самой ГБЦ.
Технические характеристики УМЗ 417 2,45 л/92 л.
Конструкторы использовали в двигателе 417 частично разработки ЗМЗ 402, дополнив их новыми решениями. Прежней осталась рядная схема расположения 4 цилиндров и нижний распредвал газораспределительного механизма, алюминиевый блок в смоляной пропитке и крайне неудобный в эксплуатации узел заднего сальника коленвала.
Механический тюнинг следующих версий семейства моторов 417 производителя УМЗ позволил увеличить мощность до 98 л. с. (4175.10 и 4178.10-52), адаптировать под диафрагменное и рычажное сцепление.
В нижней таблице собраны технические характеристики силового привода УМЗ 417:
Схема протяжки головки на уаз двигатель 417
О вот это уже похоже на правду 🙂
почему похоже? это и есть правда!
А с какого мотора пошли 12-мм шпильки, 414 или 417?
(На 451 наверняка 11).
Совершенно с Вами согласен. Когда УАЗ предъявил претензии к нам (УМЗ) претензии по течи через прокладку головки блока цилиндров, то мы увеличили момент затяжки до 11 -13 кгс*м и претензии прекратились. ВАЗ на двигателях 2108 предварительно протягивает головку моментом 6-8 кгс*м, затем доварачивает болты на 90 градусов и еще раз на 90 градусов. Но там блок цугунный. А на УАЗовском двигателе больше 13 кгс*м опасно, шпильки можно вытянуть.
Не знаю — не знаю. Я по советам «знатоков» тоже тянул когда-то голову с усилием больше, чем в книжке. В результате при капремонте этой весной когда выкрушивал одну из шпилек — вывернул ее с мясом и пришлось ставить футорку. И, что еще интереснее, когда на призме проверяли головку блока на плоскостность, был виден изгиб примерно 0.3 мм.
Отсюда два вывода: 1. Тянуть сильно — это губить блок цилиндров. 2. Тянуть сильно — гнуть головку блока.
Поэтому тянуть надо как в книжке. Если голова и так кривая, то прокладку все равно пробьет, тут сила прикручивания не поможет.
Поэтому тянуть надо как в книжке. Если голова и так кривая, то прокладку все равно пробьет, тут сила прикручивания не поможет. Больше, это сколько? Если тянуть 11 кгс*м, то не вырвешь.
Не вырвешь. Но есть вероятность, что потом не открутишь. А плоскость поплывет точно.
Технические характеристики двигателя УМЗ 4216
Мотор 4216 – четырехтактный, с рядным расположением 4 цилиндров, 8-клапанный. ДВС предназначается для работы на бензине Аи-92, допускается внедрение более высококачественного горючего, к примеру, бензина Аи-95. Технические свойства мотора модификации УМЗ-42164 (евро-4) последующие:
- объем – 2890 см³;
- поперечник стандартных поршней – 100 мм;
- ход поршня – 92 мм;
- мощность – 107 л. с.;
- охлаждающая система ДВС – жидкостная (заливается тосол либо антифриз).
Блок и ГБЦ отлиты из дюралевого сплава. Движок первой комплектности весит 177 кг, в комплектацию мотора заходит сам агрегат, также на нем установлено подвесное оборудование:
- стартер;
- генератор;
- впускной коллектор (ресивер);
- модуль зажигания с проводами и наконечниками;
- приводные ремни;
- водяной насос;
- шкив коленчатого вала;
- корзина и диск сцепления;
- датчики ЭСУД.
По заводским нормам расход топлива «Газели» с Ульяновским ДВС составляет 10 л/100 км на трассе за городом, в смешанном режиме он равен 11 л/100 км. На практике обычно бензина потребляется больше, многое зависит:
- от загруженности автомобиля;
- скоростного режима;
- периода эксплуатации (зимой на разогрев топлива расходуется больше).
Двигатель модификации УМЗ 42164-80 оснащается гидрокомпенсаторами, этим мотором комплектуются коммерческие авто «Соболь Бизнес» и «Газель Бизнес». От стандартного мотора 4216 модель 42164-80 отличается немногим – на этом двигателе установлены другие, специальные штаги, в верхней части которых крепятся сами компенсаторы.
Неисправности и ремонт
Основные неисправности 417-го ДВС, точно такие же, как и у ЗМЗ-го 402. Рассмотрим, с какими основными проблемами придётся столкнуться автолюбителям в процессе эксплуатации УМЗ-го силового агрегата:
Ремонт двигателя УАЗ 417 проводится по аналогии с ЗМЗ 402, поскольку это конструктивная копия. Мотор 417 достаточно легко поддаются ремонту даже в самом худшем техническом состоянии. Так, проводится переборка силового агрегата, головки блока и замена расходных элементов. Сам процесс ремонта проводится поэтапно, как и для любого силового агрегата. Итак, рассмотрим, основные позиции капитального ремонта УМЗ 417.
Разборка
На данном этапе разбирается ДВС полностью, а именно демонтируется головка блока, снимается поддон и все детали разбираются. Для данного типа моторов процесс дефектовка проводиться в процессе разборки. Сюда не входят только промеры блока цилиндров, опрессовка головки, а также замер коленчатого вала.
Диагностические операции
На данном этапе проводятся работы по определению твёрдости и толщины шеек коленвала, а также его ремонтопригодности. Так, если деталь можно отремонтировать, то определяется размер шеек и изделие отдаётся на последующую обработку. То же самое ждёт и блок цилиндров. Гильзы промеряются, и определяется ремонтный размер поршней.
Опрессовка ГБЦ 417 — это процесс определения наличие трещин в корпусе. На головке закрываются все отверстия, кроме впускного для охлаждающей жидкости, в которое подаётся горячая вода или керосин.
Далее, специалист смотрит, есть ли протеки и трещины. Если нет, то ГБЦ отправляется на ремонт, а если есть — то все дефекты необходимо заварить. Поскольку деталь сделана с алюминия, то применяется аргонная сварка.
В гаражных условиях, для заделывания отверстий в корпусе силового агрегата, автомобилисты пользуются холодной сваркой.
Расточка
Блок цилиндров и коленчатый вал подвергаются расточке. Если цилиндры уже вышли с ремонтного размера, то устанавливаются гильзы стандартного диаметра 92 мм. Для блока цилиндров характерным становиться хонинговка — это один из процессов расточки цилиндров блока при помощи специального станка. Коленчатый вал растачивается на специальном агрегате, при помощи высоких оборотов и камня, который полирует шейки.
Работы по ГБЦ
Головка блока цилиндров также поддаётся переборке. Так, зачастую меняются клапана, седла, сальники и манжеты. Неоднократно специалистам приходится заменять направляющие втулки клапанов. С развитием современной технологии ремонта, для ЗМЗ 402 можно применить гильзовку технологией k-line. Для этого применяются бронзовые втулки размером 9 мм.
На сегодняшний день, достаточно часто встречается замена распределительного вала. Это связано с тем, что двигателям по 20-30 лет и эта деталь уже несколько раз изнашивалась. Поэтому при проведении ремонта ГБЦ на эту деталь стоит обратить особое внимание. При необходимости рабочая поверхность головки блока шлифуется.
Сборка
Сборочные операции проводятся на специальном стенде. Все детали устанавливаются в той же последовательности, что и разбирались. Так, замене, зачастую, поддаются масляный и водяной насос, устанавливается новый комплект прокладок.
Емкость и шланг для слива ОЖ
Перевод мотора УМЗ-4178 для работы на бензине АИ-92. Для более эффективного использования высокооктанового бензина АИ-92 в моторах рассчитанных на применение бензинов АИ7680 необходимо поднять степень сжатия.
Это можно сделать несколькими путями: — Заменить поршни иили шатуны — Уменьшить высоту ГБЦ Наиболее простой путь – уменьшение высоты ГБЦ. Стандартная высота 98мм для АИ-7680, для АИ-92 – 94,5мм.
Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
При решении вопроса о замене той или иной детали в процессе ремонта двигателя УМЗ-417 следует пользоваться данными о предельно допустимых зазорах и износах в сопряжениях основных деталей кривошипно-шатунного и газораспределительного механизмов.
При ремонте двигателя УМЗ-417 и его узлов, необходимо выдерживать рекомендуемые установленные зазоры и натяги. Уменьшение или увеличение зазоров против рекомендуемых непременно приведет к ухудшению смазки трущихся поверхностей, а следовательно, и к ускоренному их износу.
Уменьшение натягов в неподвижных (прессовых) посадках тоже крайне не желательно. Для таких деталей, как направляющие втулки и вставные седла выпускных клапанов, уменьшение натягов может привести к ухудшению передачи тепла от этих деталей к стенкам головки блока цилиндров.
Подготовка двигателя УМЗ-417 к ремонту, разборка и сборка двигателя.
Перед разборкой на ремонт, двигатель УМЗ-417 должен быть тщательно очищен от грязи и масла. Разбирать и собирать двигатель рекомендуется на поворотном стенде. При индивидуальном методе ремонта двигателя детали, пригодные к дальнейшей работе, должны быть установлены на прежние места, где они приработались.
Для этого такие детали, как поршни, поршневые кольца, шатуны, поршневые пальцы, вкладыши, клапаны, штанга, коромысла и толкатели, необходимо маркировать при снятии любым из возможных способов, не вызывающим порчи деталей, кернением, надписыванием, прикреплением бирок и тому подобное.
При любом виде ремонта нельзя разукомплектовывать крышки шатунов с шатунами, переставлять картер сцепления и крышки коренных подшипников с одного двигателя на другой или менять местами крышки средних коренных подшипников в одном блоке, так как перечисленные детали обрабатывают на заводе совместно и поэтому они не взаимозаменяемы.
Если картер сцепления заменяют новым, то необходимо проверить концентричность отверстия, служащего для центрирования коробки передач с осью коленчатого вала, а также перпендикулярность заднего торца картера относительно оси коленчатого вала. Стойку индикатора при проверке закрепляют на фланце коленчатого вала. Сцепление при этом должно быть снято. Биение отверстия и торца картера не должно превышать 0.08 мм.
После разборки двигателя УМЗ-417, его детали необходимо тщательно обезжирить и очистить от нагара и смолистых отложений. Удаление нагара с поршней, впускных клапанов и камер сгорания осуществляют механическим или химическим способом. Наиболее простым способом очистки деталей является ручная мойка керосином или бензином в небольших ваннах волосяными щетками и скребками.
Химический способ удаления нагара заключается в выдерживании деталей в ванне с раствором, подогретым до температуры 80-95 градусов, в течение 2-3 часов. Для очистки алюминиевых деталей можно применять следующий состав раствора, грамм на 1 литр :
— Сода кальцинированная : 18,5 — Мыло хозяйственное с содержанием жирных кислот не более 72 % : 10 — Жидкое стекло : 8.5
Для очистки стальных деталей можно применять следующий состав раствора, грамм на 1 литр :
— Каустическая сода : 25 — Кальцинированная сода : 33 — Мыло хозяйственное с содержанием жирных кислот не более 72 % : 8.5 — Жидкое стекло : 1.5
Приведенные растворы не обеспечивают полного удаления нагара. В этих растворах нагар только размягчается, поэтому его очищают при помощи жестких волосяных щеток или деревянных скребков. После очистки детали промывают горячей водой температурой 80-90 градусов и обдувают сжатым воздухом. Промывать детали из алюминиевых сплавов в растворах, содержащих щелочь нельзя, так как она разъедает алюминий и цинк.
Перед сборкой двигателя детали протираются и продуваются сжатым воздухом, все трущиеся поверхности смазываются моторным маслом. Гайки затягиваются динамометрическим ключом с моментом затяжки, Нм : гайки шпилек крепления головки блока цилиндров — 71.5-76.5, гайки болтов шатуна — 66.6-73.5, гайки шпилек крепления крышек коренных подшипников коленчатого вала — 122.5-133.3, гайки болтов крепления маховика к коленчатому валу — 74.5-81.3 Нм.
- УМЗ 417.10 — основной мотор, степень сжатия 7 под 76 бензин. Мощность 92 л.с. Соответствие экологическим требования Евро-1. Предназначен для автомобилей УАЗ.
- УМЗ 4175.10 — аналог УМЗ 417.10. Степень сжатия 8.2 под 92 бензин. Мощность 98 л.с. Используется на автомобилях Газель.
- УМЗ 4178.10 — аналог УМЗ 417.10, коллектор под двухкамерный карбюратор. Используется на автомобилях УАЗ.
- УМЗ 4178.10-10 — аналог УМЗ 4178.10, ГБЦ от УМЗ-421 с увеличенными выпускными клапанами до 39мм. Используется сальник вместо набивки. Помпа на блоке. Мотор применяется на автомобилях УАЗ.

Замена прокладки головки блока цилиндров УАЗ 31519
Прокладку головки блока цилиндров заменяют при повреждении. Основные признаки повреждения прокладки головки блока:
– недостаточная компрессия – ниже 1 МПа (10 кгс/см 2 ) в одном или нескольких цилиндрах;
– прорыв газов в систему охлаждения (бурление, вспенивание жидкости в радиаторе, быстрое падение уровня жидкости в расширительном бачке при отсутствии наружных течей);
– попадание охлаждающей жидкости в систему смазки (эмульсия на указателе уровня масла, расслоение слитого из картера масла, что особенно заметно в прозрачной емкости);
– попадание масла в систему охлаждения (масляная пленка на поверхности жидкости в расширительном бачке).
Для замены прокладки нужно снять головку блока цилиндров с ресивером и выпускным коллектором. Если головку блока цилиндров снимают с двигателя, установленного на автомобиле, нужно предварительно слить охлаждающую жидкость (см. “Замена охлаждающей жидкости”).
Вам потребуются: ключи “на 12”, “на 13”, “на 17”, шестигранники “на 6”, “на 12”, отвертка.
1. Отсоедините провод от клеммы “минус” аккумуляторной батареи.
2. Слейте жидкость из системы охлаждения (см. “Замена охлаждающей жидкости”).
3. Снимите генератор (см. “Снятие и установка генератора на автомобилях с бензиновым двигателем”).
4. Отверните четыре пары гаек крепления приемной трубы к выпускному коллектору.
5. Выверните болт крепления приемной трубы к кронштейну на коробке передач и отведите приемную трубу от выпускного коллектора.
6. Отсоедините колодки жгутов проводов от датчиков массового расхода воздуха.
7. . положения дроссельной заслонки.
8. . и положения коленчатого вала.
9. Ослабьте затяжку хомута крепления воздухоподводящей трубы, снимите трубу и отведите ее в сторону.
10. Отсоедините конец троса от сектора привода дроссельной заслонки.
11. Ослабьте крепление наконечника оплетки троса к кронштейну.
13. Снимите крышку головки блока цилиндров (см. “Замена прокладки крышки головки блока цилиндров”).
14. Снимите гидронатяжитель верхней цепи (см. “Снятие и разборка гидронатяжителей цепей”).
15. Снимите распределительные валы (см. “Снятие, дефектовка и установка распределительных валов”).
16. Отсоедините колодки моторного жгута от форсунок.
17. Отверните переднюю гайку крепления ресивера и снимите со шпилек “массовые” провода.
18. Отсоедините колодку жгута проводов от регулятора холостого хода.
19. Отверните заднюю гайку крепления ресивера, снимите со шпильки держатель 2 топливоподводящего шланга и второй “массовый” провод 1 жгута, а затем отведите в сторону жгут проводов.
20. Ослабьте хомуты шлангов на дроссельном узле и отсоедините шланги.
21. Отверните гайки подающей и сливной топливных магистралей и отведите магистрали в сторону.
22. Снимите распределительные валы (см. “Снятие, дефектовка и установка распределительных валов”).
23. Выверните болты крепления успокоителя верхней цепи и снимите его.
24. Выньте указатель уровня масла.
25. Отсоедините колодку жгута проводов от датчика температуры воздуха.
26. Отверните крайнюю правую гайку выпускного коллектора.
28. Выверните болты 1 крепления головки блока цилиндров в последовательности, обратной затяжке.
29. Снимите головку блока цилиндров.
30. Снимите прокладку.
31. Тщательно очистите от нагара, остатков старой прокладки и герметика привалочные поверхности головки и блока цилиндров.
32. Смажьте новую прокладку с обеих сторон тонким слоем графитной смазки, а в месте контакта с передней крышкой блока – термостойким клеем-герметиком.
33. Уложите прокладку на блок цилиндров, проследив, чтобы установочные втулки блока вошли в соответствующие отверстия прокладки.
Когда необходимо делать затяжку
Если ГБЦ затянута неравномерно, то возможно со временем на ней будут образовываться трещины. Поэтому следует соблюдать моменты затяжек деталей ГБЦ. Кроме этого, во время нагрева блока цилиндров, температура между головками деталей с резьбой и самой ГБЦ разнится очень сильно. Эти колебания приводят к тому, чтобы соединения расслабляются.
Внимание! Опытные механики говорят, что протяжка болтов ГБЦ нужна только старым моторам и двигателям российского производства таким, как УАЗ, ЗМЗ.
О том, что нужна затяжка ГБЦ автовладельцу скажут следующие причины:
Похожая статья Индикатор и датчик температуры двигателя на Ладе Гранте Опытные механики рекомендуют проводить затяжку ГБЦ через каждые 1000 километров.
Как проводится протяжка болтов головки блока цилиндров
С изучения. Именно с изучения Руководства по ремонту вашего автомобиля, желательно оригинального. Именно там производитель укажывает всё, что необходимо для затяжки ГБЦ. А необходимо вам знать:
Болты для затяжки головки блока цилиндров – разговор особый. Дело в том, что в современных двигателях для ГБЦ применяются болты с особыми характеристиками. Так называемые «пружинные» болты, которые благодаря своим свойствам после первоначальной протяжки на заводе, не нуждаются в дополнительной.
Более того, при попытках сделать протяжку болтов головки блока цилиндров, в силу «текучести» металла, они будут вытягиваться. В результате вы можете получить разрыв болта.
Во время ремонта ГБЦ нужно ставить прокладки, которые не дают усадки. Это исключает необходимость протяжки болтов головки блока цилиндров.
Но, если уж вы решили, что протяжка болтов головки блока цилиндров вам крайне необходима, то делать ее следует с «мануалом» от производителя и при помощи динамометрического ключа. Движение в движение, цифра в цифру. Самодеятельность из расчёта «про запас» здесь не нужна.
Момент затяжки ГБЦ 417 двигатель УАЗ
Обратите внимание на достаточно серьезный и очень значимый по важности момент из области обслуживания механизма машины в целом и ее узлов в отдельности. Если уверенности в исправности фрагментов, соединений, узлов двигателя, то нет возможности чувствовать себя на дороге в состоянии полной защиты от разных ситуаций. Не только собственная жизнь, а даже уровень состояния безопасности многих других людей, которым пришлось находиться на дороге в одно время с вами, является залогом качества наладки автомобиля. Головка блока цилиндра в этом случае может называться главной деталью в двигателе.
Регламент обслуживания УМЗ 417
Из-за недоработок конструкции и морального устаревания двигатель УМЗ 417 приходится обслуживать между капремонтами и производить замену расходников в следующие сроки:
Поскольку распредвал расположен снизу, привод ГРМ осуществляется зубчатым колесом. Такое устройство ДВС более надежно в сравнении с ременной и цепной передачей, но морально устаревшее, уже на момент разработки.
Порядок протяжки гбц уаз 417
Порядок затяжки головки блока (гбц)
Порядок и моменты затяжки болтов головки блока цилиндров на ВАЗ.
Данный порядок нужен для того чтобы правильно состыковать головку блока и блок цилиндров.Чтобы не было перекосов и лишнего напряжения металла.
Схема и порядок затяжки головки блока цилиндров на ВАЗ 2101 — 07 (классика)
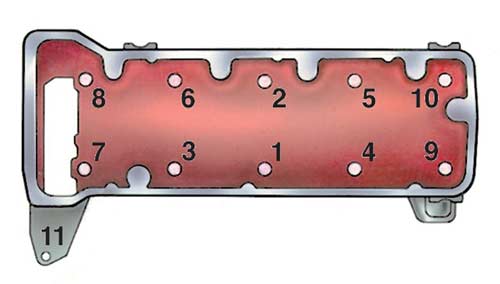
Затяжка болтов ГБЦ проводится в два захода.
Первый заход: болты 1 — 10 затягиваются моментом 3,5 — 4,1 кгс*м.
Второй заход: эти же болты, но затяжка моментом 10,5 — 11,5 кгс*м
Последним затягивается болт 11, моментом 3,5 — 4,0 кгс*м.
Порядок затяжки головки блока ВАЗ 2108 — 09, Samara.
Порядок затяжки аналогичен классике, также начинается из центра.
Но проводится в 4 приёма.
1. Болты затягиваются моментом 2,0 кгс*м
2. Затягиваются моментом 7,5 — 8,5 кгс*м
3. Болты доворачиваются на 90 градусов.
4. Ещё раз доворачиваются на 90 градусов.
Порядок затяжки головки блока 16-ти клапанных двигателей ВАЗ.
Аналогично всем остальным, из центра.
1 приём — 2,0 кгс*м
2 приём — довернуть болты на 90 градусов
3 приём — ещё раз довернуть болты на 90 градусов.
Внимание!На 16-ти клапанных моторах разрешается повторное использование болтов крепления ГБЦ, НО если их длинна без головки НЕ превышает 95 мм.Если длинна болта более 95 мм его нужно заменить.
Замер длинны производится с шайбой.

Для работы необходимо использовать динамометрический ключ

Стоимость его от 600 рублей, более профессиональные от 1300 и более.
P.S.: Скоро появится новый автомобиль от АвтоВАЗа — Лада XRAY.И скорее всего комплектовать его будут уже другими двигателями. Например, от Рено или Ниссан.
Данный порядок нужен для того чтобы правильно состыковать головку блока и блок цилиндров. Чтобы не было перекосов и лишнего напряжения металла.
Внимание! На 16-ти клапанных моторах разрешается повторное использование болтов крепления ГБЦ, НО если их длинна без головки НЕ превышает 95 мм. Если длинна болта более 95 мм его нужно заменить.
P.S.: Скоро появится новый автомобиль от АвтоВАЗа — Лада XRAY. И скорее всего комплектовать его будут уже другими двигателями. Например, от Рено или Ниссан.
Перечень компонентов системы управления впрыском топлива и зажиганием
РФ РФ 6. Датчик детонации GT305 АБКЖ 402152.006 РФ 7. Датчик синхронизации 23.3847 или 406.3847060-01 РФ РФ 8. Датчик температуры охлаждающей жидкости 234.3828 РФ 9. Дроссель с датчиком 4062.1148100-30 РФ 10. Катушка зажигания 406.3705, 3012.3705 или 405.3705 РФ РФ 11. Свеча зажигания LR 15YC Ф. Бриск (Чехия)
Вы здесь
Двигатель УМЗ–421. Руководство — часть 4

Унифицированный картер сцепления 420.1601015-01 с августа 2000 года устанавливается
на все модификации двигателей, выпускаемых ОАО “Волжские моторы” для автомобилей УАЗ.Производство картера сцепления 417.1601015 прекращено.
2.1.4 Обслуживание корпусных деталей
Корпусные детали двигателя – блок и головка цилиндров – не требуют обслуживания, за
исключением очистки от пыли и грязи и подтяжки резьбовых соединений.
С течением времени прокладка
головки цилиндров обминается, поэтомувозможно
крепления головки и, вследствие этого,прогорание прокладки или прорыв газов всистему охлаждения. Поэтому после первых1000км (по окончании обкатки двигателя),после каждого снятия головки цилиндров ичерез каждые 20 тыс. км пробегаавтомобиля
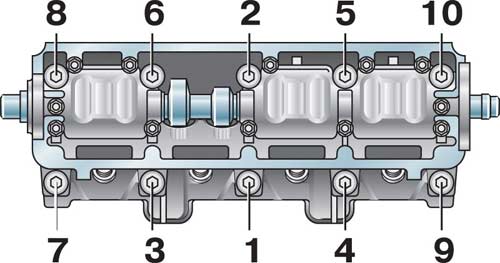
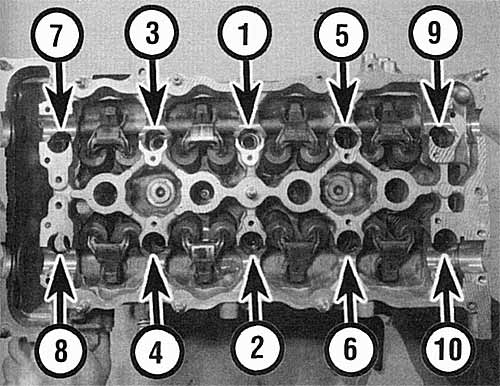
крепления головки цилиндров затягиваютсяв определенном порядке от серединыголовки к торцам (см. рисунок 2.9).
Затяжку и проверку затяжки следует
делать на холодном двигателе. Если эту операцию выполнить на горячем двигателе, то послеостывания затяжка гаек окажется не полной вследствие большой разницы в коэффициентахлинейного расширения материала головки и шпилек. Для равномерного и плотного прилеганияголовки к блоку затяжку рекомендуется делать в два приема:
Порядок подтяжки гаек головки блока
— предварительно с малым моментом силы 5,5-6,0 даН
•м (5,5-6,0 кгс•м);
— окончательную затяжку гаек крепления головки производить моментом силы 8,8-9,3
•м (9,0-9,4 кгс•м).
Предупреждение. Следует иметь в виду, что затяжка гаек вызывает изменение зазоров вгазораспределительном механизме. Поэтому после каждой такой операции необходимопроверять величину зазоров между коромыслами и стержнями клапанов. При необходимостизазоры надо отрегулировать (см. подраздел 2.3.8).

2.2 КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ
Поршни имеют обозначение 421.1004015, отлиты из высококремнистого алюминиевого
сплава АК12ММгН (Ал30) и термически обработаны.
Головка поршня — цилиндрическая с выемкой в днище. На цилиндрической поверхности
головки проточены три канавки: в двух верхних установлены компрессионные кольца, а в нижней- маслосъемное. В канавке под маслосъемное кольцо выполнены четыре отверстия, которыеслужат для отвода масла, скапливающегося под маслосъемным кольцом.
Юбка поршня овальная в поперечном сечении и бочкообразная в продольном сечении.
Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца.Величина овальности поршня составляет 0,39-0,43 мм Диаметр юбки плавно уменьшается и внаправлении к днищу и в противоположном направлении: максимальное уменьшение диаметра накромке фаски под нижней канавкой составляет 0,062-0,102мм. Наибольший диаметр поршня инаходиться на расстоянии 57 мм от плоскости днища поршня.
Ось отверстия под поршневой палец смещена от средней плоскости на 1,5 мм в правую (по
ходу автомобиля) сторону для уменьшения шума от перекладывания поршня при изменениинаправления движения поршня.
Поршни устанавливаются в гильзы с зазором 0,024-0,048 мм.Для обеспечения требуемого зазора поршни и гильзы разделены (по диаметру) на пять
групп, обозначенных соответствующей буквой, которая выбивается на днище поршня и наноситсяна боковую поверхность рубашки охлаждения каждой гильзы, расположенную внутри полостейкоробок толкателей (табл. 2.5).
Таблица 2.5. Размерные группы поршней и гильз
Для улучшения приработки поверхность поршня покрыта (электролитическим способом)
слоем олова толщиной 0,001-0,002 мм.
Чтобы поршни работали правильно, они должны быть установлены в цилиндры в строго
определенном положении. Для этого на одной из поверхностей поршня имеется надпись «ПЕРЕД».В соответствии с этой надписью поршень указанной стороной должен быть обращен к переднейчасти двигателя.
Ниже приведены (таблица 2.6) некоторые параметры поршня.
Масса поршня, кг
Диаметр головки поршня, мм 99,45
Размер от оси поршневого пальца до верхней плоскости днища поршня, мм
Высота канавки под компрессионные кольца, мм
Высота канавки под маслосъемное кольцо, мм
Неперпендикулярность оси поршневого пальца к оси поршня на длине 100 мм, неболее, мм
Диаметр отверстия под поршневой палец (поле допуска разбито через 2,5 мкм начетыре размерные группы), мм

2.2.2 Поршневые кольца
На двигатели устанавливаются поршневые кольца нескольких изготовителей:
отечественные – производства ОАО «Мичуринский завод поршневых колец» и импортные –производства фирма FEDERAL MOGUL (прежнее название фирмы AE GOETZE) или фирмы«Дружба» (Болгария). Импортными кольцами комплектуются преимущественно карбюраторныедвигатели 421-30 для автомобилей УАЗ-3160, а также 4215-15 и 4215-35 для автомобилейГорьковского автомобильного завода.
Ниже дана краткая характеристика поршневых колец отечественного производства с
диаметром 100 мм.
Верхнее компрессионное кольцо (обозначение 130-1004030) чугунное; наружная
цилиндрическая поверхность хромированная, толщина покрытия 140-220 мкм. Внутренняяцилиндрическая поверхность имеет выточку высотой 0,5 мм со стороны верхнего торца.
Нижнее компрессионное кольцо (обозначение 130-1004025) также чугунное, скребкового
типа: наружная (рабочая) поверхность коническая, нижний торец имеет выточку под углом 15
вследствие чего образуется острая кромка (скребок), которая обеспечивает лучшую приработкукольца с зеркалом цилиндра и обладает маслосъемным эффектом. Кольцо имеет покрытие слоемолова толщиной 3-12 мкм.
Маслосъемное кольцо четырех элементное (обозначение комплекта 130-1004035-А). В
комплект входят два стальных кольцевых диска, имеющих хромированное покрытие (80-130мкм) рабочей поверхности, осевой и радиальный расширители.
Компрессионные кольца (верхнее и нижнее)
— для верхнего кольца
— для нижнего кольца
Кольца импортного производства имеют следующие конструктивные особенности.Верхнее компрессионное кольцо (обозначение К 000 581 110 – для колец FEDERAL
MOGUL и Р 072 833 – для колец “Дружба”) чугунное, имеет бочкообразный профиль рабочейповерхности с нанесенным слоем хрома толщиной 100-180 мкм.
Нижнее компрессионное кольцо (обозначение К 005 354 240 для колец FEDERAL
MOGUL и Р 072 834 – для колец “Дружба”) также чугунное, имеет фосфатное покрытие темногоцвета. На верхнем торце кольца имеется метка «ТОР». Рабочая поверхность кольца коническая сбольшим диаметром у нижнего торца кольца. Угол наклона образующей конуса 1
Маслосъемное кольцо (обозначение К 030 581 150 для колец FEDERAL MOGUL и Р 072
835 – для колец “Дружба”) чугунное, с двумя хромированными выступами на рабочейповерхности. Толщина хромирующего слоя 60 мкм min. Кольцо имеет радиальный расширительв виде браслетной пружины. Основные параметры импортных колец приведены в таблице 2.8.

ВысотаРадиальная толщинаЗазор в замке при установке в контрольный калибр диаметром 100 мм
2.2.3 Поршневые пальцы
Поршневой палец 421.1004020 плавающего типа, изготавливается из низколегированной
стали 15Х методом холодной высадки без перемычки на внутренней поверхности. Наружнаяповерхность пальца подвергнута углеродонасыщению на глубину 0,5-1,3 мм и закалена нагревомТВЧ до твердости HRC 55, не менее. Наружный диаметр пальца 25 мм, внутренний — 14
К шатуну палец подбирается с зазором от 0,0045 до 0,0095 мм.Для удобства подбора пальцы, шатуны и поршни разделены на размерные группы (табл. 2.9).
Таблица 2.9. Размерные группы пальцев, поршней и шатунов
в бобышке поршня
во втулке шатуна
пальца и шатуна
25,0000-24,9975 25,0000-24,9975 25,0070-25,0045
24,9975-24,9950 24,9975-24,9950 25,0045-25,0020 Зеленый II24,9950-24,9925 24,9950-24,9925 25,0020-24,9995 Желтый III24,9925-24,9900 24,9925-24,9900 24,9995-24,9970 Красный IV
Пальцы, поршни и шатуны маркируются в соответствии с размерной группой: палец
краской — в отверстии или на торце, шатун, также краской — на стержне поршневой головки,поршень — римскими цифрами (выбивкой) на днище. Подбирать поршневой палец к шатуну ипоршню следует, как указано в подразделе 4.5.7 «Сборка шатунно-поршневой группы «.
Точная величина массы пальца обеспечивается допусками на размеры пальца при
В поршне палец удерживается двумя стопорными кольцами, изготовленными из круглой
пружинной проволоки диаметром 2 мм.
При смене пальцев не применяйте кольца, бывшие в употреблении.
Предупреждение. По внешнему диаметру, длине и разбивке на размерные группы палец421.1004020 аналогичен поршневому пальцу 21-1004020-14, применяемому на двигателях срабочим объемом 2,445л. Установка пальца 21-1004020-14 на двигатели с рабочим объемом 2,89лнедопустима, так как это, как правило, приводит к поломке поршневого пальца и аварийномувыходу двигатель из строя.
Шатуны — стальные (сталь 45Г2) кованые со стержнем двутаврового сечения. В поршневую
головку шатуна запрессована тонкостенная втулка из оловянистой бронзы. Кривошипная головкашатуна разъемная. Крышка кривошипной головки крепится к шатуну двумя болтами сошлифованной посадочной частью.
- посадка гильз в блоке резиновыми кольцами вместо медных прокладок;
- маховик больше в диаметре;
- нет оребрения вначале выпуска, затем появились 4 ребра жесткости;
- маслофильтр съемный вместо стаканного;
- схема системы охлаждения обратная – и подача и забор ОЖ из ГБЦ;
- слабый фибровый сальник помпы вместо сальника от мотора ВАЗ;
- уменьшен диаметр тарелок клапанов.



- рядная схема двигателя и его продольное расположение относительно траектории движения транспортного средства;
- камера сгорания небольшого размера, купольной конфигурации;
- улучшенная очистка смазочного материала (полнопоточная схема со сменным фильтром);
- высокий эксплуатационный ресурс от 150000 км пробега;
- короткий ход поршня и верхняя компоновка клапанов.

