

Во время капитального ремонта или тюнинга двигателя внутреннего сгорания выполняются разные операции. Среди них — шлифовка головки блока цилиндров (ГБЦ). Такую услугу важно заказывать у профессионала. На территории России шлифовку головки блока цилиндров автомастера делают за 300-1000 рублей за один цилиндр.
- Описание услуги
- Факторы, влияющие на цену
- Разновидности услуги
- Примерные цены
- Полезные рекомендации по заказу услуги
- Ремонт головки блока цилиндров ЗМЗ 409
- Тюнинг ГБЦ ЗМЗ 409
- Что Мы Предлагаем
- Наше Оборудование
- Гильзовка рядных и V-образных легковых блоков цилиндра.
- Блог. Статьи, Полезная Информация
- Наращиваем мощность двигателя
- Мойка головки блока цилиндров
- Шлифовка головки блока цилиндров
- Шлифовка плоскости блока цилиндров
- Замер клапанного механизма
- Замена направляющих втулок клапанов
- Правка рабочей фаски седла
- Правка и чистка рабочей фаски клапана
- Замена маслосъемных колпачков
- Установка футорки под свечу
Описание услуги
Шлифовка головки блока цилиндров – сложный технологический процесс, который проводится с целью доведения плоскости головки до установленных автопроизводителем параметров. В результате такой работы головка плотно соприкасается с блоком цилиндров. Выполняется такая операция на особом оборудовании.
Потребоваться шлифовка ГБЦ может в таких случаях:
- Выполняется капремонт ДВС.
- Устраняются трещины на ГБЦ (при сварке образуются швы и наплывы).
- Есть коррозия на ГБЦ и нужно ее убрать.
- Необходимо изменить параметры двигателя (провести тюнинг).
- Надо устранить деформацию ГБЦ.
Проводят шлифовку в СТО.
Факторы, влияющие на цену
Стоимость услуги автомастера может варьироваться в широких пределах. Уровень цены шлифовки головки блока цилиндров формируется под влиянием следующих факторов:
- Марка и вид автомобиля.
- Тип исполнителя.
- Место проведения работы.
- Сложность.
- Количество цилиндров.
- Точность, эффективность и современность применяемого оборудования.
- Рейтинг, квалификация, опыт и популярность исполнителя.
- Регион предоставления услуги.
- Срочность выполнения заказа.
- Ценовая политика исполнителя.
Разновидности услуги
По назначению шлифовка ГБЦ может быть проведена с такой целью:
- Устранение деформации.
- Повышение мощности силового агрегата.
Можно отшлифовать ГБЦ такого ДВС:
- Двухцилиндрового.
- Четырехцилиндрового.
- Пятицилиндрового.
- Шестицилиндрового.
Можно провести шлифование алюминиевой или чугунной головки.
Отшлифовать можно ГБЦ такой машины:
- Легковой.
- Грузовой.
В зависимости от марки автомобиля возможна шлифовка ГБЦ:
- Иномарки.
- Отечественной машины.
По типу исполнителя шлифовка может быть:
- Выполненной своими руками.
- Профессиональной.
Профессиональная услуга может быть оказана:
- Частным автомастером.
- Специалистом автосервиса.
По срокам исполнения услуга бывает:
- Обычной, не ограниченной во времени.
- Срочной.
По способу выполнения шлифовка может быть такой:
- Ручной (используется наждачный круг мелкозернистой структуры).
- Аппаратной (применяются специальные станки).

Примерные цены
Автомастера, работающие в СТО России, шлифуют ГБЦ за 350-1000 рублей за один цилиндр. Для иномарок цена услуги составляет 550-1000 рублей, а для отечественных машин – 350-800 рублей.
Примерный прайс популярных автосервисов страны приведен в таблице ниже.
Частные мастера проводят шлифовальные работы по более дешевой цене: 300 рублей за цилиндр.
Полезные рекомендации по заказу услуги
Выполнить шлифовку головки блока цилиндров можно своими руками. Так будет дешевле. Но, нужно помнить, что работа сложная, требующая знания всех нюансов, определенного опыта, а также наличия необходимого инструмента. От того, насколько качественно будет отшлифована поверхность, зависит герметичность прилегания головки к блоку цилиндров. А это важное условие для нормальной работы двигателя. Поэтому лучше обращаться к профессионалам.
Перед автовладельцем стоит выбор, заказать услугу в сервисном автоцентре или найти частного автомастера. Последний берет за работу гораздо меньше денег. Но, нет гарантии, что специалист окажется квалифицированным и выполнит все правильно. Потребовать с него финансовую компенсацию за некачественно проведенную шлифовку не выйдет. Ведь такой мастер не заключает договор с клиентом. А это значит, что он не дает никаких гарантий и не несет ответственности за результат.
Поэтому надежнее обратиться в автосервис. СТО должно быть известным, проверенным, с высоким рейтингом и положительными отзывами. Обязательно у компании должна быть лицензия. Также важно, чтобы в штате были грамотные и опытные специалисты. Уровень оснащенности автосервиса должен быть высоким. Смотреть отзывы о компании рекомендуется на независимых тематических форумах.
Поздравляем Вас с наступающим Новым годом и Рождеством!
В связи с проведением годовой инвентаризации с 26 по 30 декабря ОТГРУЗКА оплаченных заказов будет . Приносим извинения за неудобства и благодарим за понимание!
Успейте оформить и получить заказ ДО НОВОГОДНИХ ПРАЗДНИКОВ!
Новые заказы принимаются круглосуточно в штатном режиме.
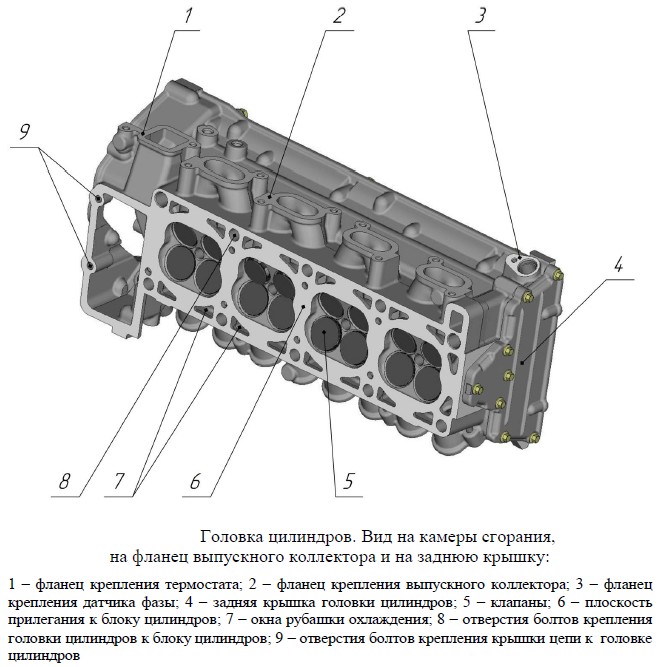
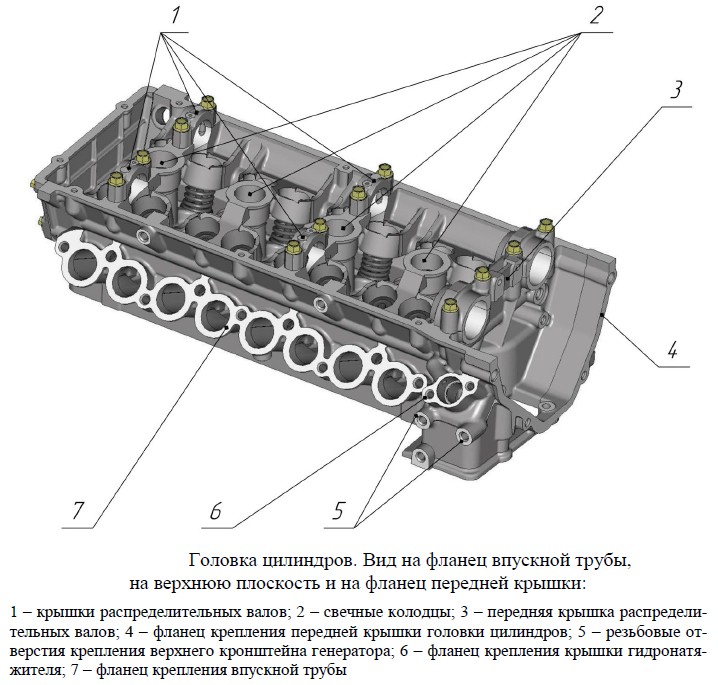
Крышки опор распределительных валов обрабатываются в сборе с головкой блока цилиндров и поэтому они не взаимозаменяемы. Крышки опор распределительных валов должны устанавливаться в соответствии с выбитыми на них порядковыми номерами, при этом ориентируясь определенным образом.
Отверстия под свечи зажигания находятся в центральной части камеры сгорания. В передней части имеются две бобышки с отверстиями для крепление к крышке цепи.
- На двигателе ЗМЗ-40905 между головкой и блоком цилиндров устанавливается стальная, двухслойная прокладка головки блока цилиндров, имеющая высокую уплотняющую способность и термическую стойкость.
- На двигателе ЗМЗ-40911 между головкой и блоком цилиндров может устанавливаться или жесткая стальная, двухслойная прокладка головки бока цилиндров, или мягкая асбостальная прокладка головки блока цилиндров. Жесткая и мягкая прокладки имеют разную толщину в сжатом состоянии, жесткая тоньше, и должны применяться совместно с разными поршнями.
Ремонт головки блока цилиндров ЗМЗ 409
Перед ремонтом необходимо определить ремонтопригодность головки блока цилиндров. Она является неремонтопригодной в следующих случаях:
- наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушения перемычек между гнездами,
- износы отверстий под шейки распределительных валов более максимально допустимого значения,
- износы отверстий под гидротолкатели и гидронатяжитель свыше максимально допустимого значения.
Для проверки герметичности клапанов необходимо залить керосин поочередно во впускные и выпускные каналы головки блока цилиндров. Протекание керосина из под тарелок клапанов свидетельствует об их не герметичности.
Перед установкой головки блока цилиндров необходимо очистить камеры сгорания и газовые каналы от нагара и отложений, протереть и продуть их сжатым воздухом, удалить с клапанов нагар, он мешает полному наполнению цилиндров горючей смесью.
Тюнинг ГБЦ ЗМЗ 409





Характеристика распредвала ОКБ двигатель: тип 406-331, высота подъема кулачка 9,55, номинальная фаза 246, фаза при подъеме 1 мм 205,8. Рекомендации производителя выставить валы по перекрытию клапанов в ВМТ на величину 1 мм.
6. После всех доработок необходима онлайн прошивка.
Проведенные работы:
- Чистовая обработка плоскости ГБЦ
- Замена направляющих клапанов
- Облегчение и проточка клапанов
- Правка фасок седел
- Притирка клапанов
- Расточка впускных и выпускных каналов ГБЦ
- Совмещение каналов впускного коллектора и ГБЦ
- Расточка каналов впускного коллектора и ресивера.
- Головка блока цил. с клап. ЗМЗ-40524,40525,40904 ЕВРО-3 (3-опоры) (с прокл. и крепежом)
- Головка блока цилиндров ЗМЗ с прокладкой и крепежом
- Головка блока цилиндров ЗМЗ-405/409, ЕВРО-4, 5 (КИТ)
Подробнее
- Головка блока цилиндров ЗМЗ-409051.10,409052.10 ZMZ-PRO
- Головка блока цилиндров с клапанами, прокладкой и крепежом ЗМЗ
- Дифф. с гидроблок. передний Тимкен “Val Racing”
Подробнее
- Защита подфарников УАЗ 469, 452 (2 шт)
- Зеркальный элемент в сборе 2363 лев. ЗЭ5-01Л
- Комплект прокладок двигателя ЗМЗ-40524,40525,40904 (Проф. серия)
- Кронштейн заднего бампера Патриот (с 2015)
- Лифт УАЗ 3153. 80мм. (черный)
- Накапотник УАЗ-452, 2-х секционный
- Накладка петли передней правой двери нижняя левая
- Насос гидроусилителя руля УАЗ 2206 Евро-4 (замена насоса ШНКФ 453.471.015)
- Панель приборов УАЗ 452,Буханка «Глория», ЕВРО-4, (АБС пластик)
Подробнее
- Петля двери на кузове 469 нижняя голая
- Строп (ремень) буксировочный эластичный 6 т 6 м серия “Туризм” Крюк/Крюк + сумка (синий), T plus
- Фланец крепления карданного вала
Подробнее
- Цилиндр колесный задний D-28 MetalPart
Что Мы Предлагаем
Вы звоните нам


Оставляете деталь двигателя


Наше Оборудование

Гильзовка рядных и V-образных легковых блоков цилиндра.
Цены актуальны на март 2022 года !
Компания «Алтушка» осуществляет качественную гильзовку блока цилиндров, на современном оборудовании, гильзами проверенных производителей в кратчайшие сроки и по приемлемой цене.
Рядные блоки (чугун/алюминий) : 6000 руб. за цилиндр.
V-образные блоки (чугун/алюминий) : 7000 руб. за цилиндр.
Работы производятся в течении одного рабочего дня.
В цену входит : мойка блока, расточка под гильзу, установка гильзы, расточка самой гильзы, хонингование, шлифовка плоскости и, что не мало важно, сама гильза.

Блог. Статьи, Полезная Информация

Наращиваем мощность двигателя
Сделать с двигателем можно многое. И если Вы всё-таки решились на доработку силового агрегата, знайте, что добиться более высокой отдачи от двигателя можно только лишь увеличив степень наполнения цилиндров и изменив состав горючей смеси.

ООО Алтушка» производит восстановительные и ремонтные работы головок блока цилиндров отечественных и зарубежных автомобилей, как бензиновых, так и дизельных двигателей.
Мы выполняем следующие виды работ по ремонту головки блока:
Мойка головки блока цилиндров
Чистая головка блока, это всегда гарантия надежной сборки. Все головки блока, поступающие в ремонт, обязательно проходят стадию мойки горячим щелочным раствором, который способен убрать самую прикипевшую грязь и даже лаковые отложения, и добраться в самые недоступные места. Затем головка блока продувается сжатым воздухом и доставляется в цех ремонта.
Шлифовка головки блока цилиндров
Одной из самых распространенных неисправностей головки блока является ее деформация, что обычно связано с перегревом двигателя.
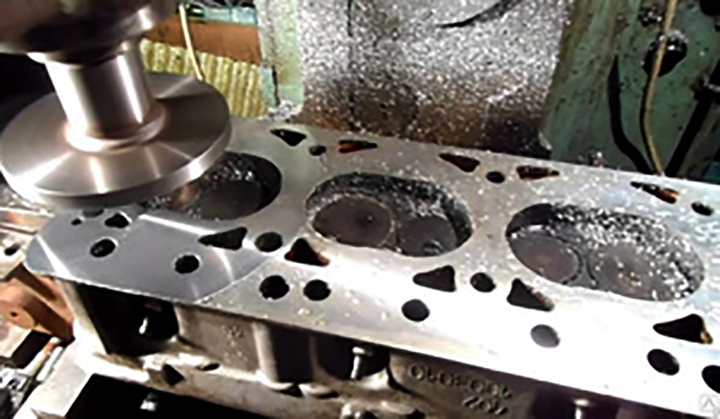
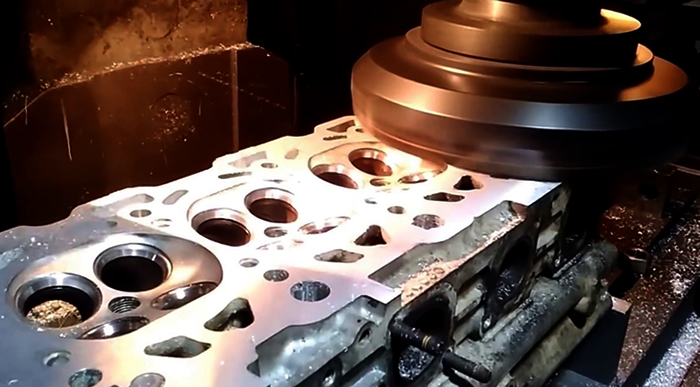
Работы по восстановлению плоскости головки блока мы можем выполнять как на плоскошлифовальном, так и на вертикально – фрезерном станке.
Перед выполнением этой операции головка ставится на поверочный станок, где по четырем ее крайним точкам проводятся замеры. Допустимая деформация в этом случае 0.05-0.06 мм по всей плоскости головки. Обычно края головки лежат в плоскости, а в средней ее части образуется яйцо», которое возвышается над плоскостью поверочной плиты в районе 0.1 мм. После проверки по полученным размерам производится выравнивание плоскости методом шлифования или фрезерования. Фреза имеет диаметр несколько превышающий ширину головки и выравнивание происходит за один раз, выполняя несколько проходов, пока не получится идеальная плоскость.
Шлифовка ГБЦ выполненных из алюминия или чугуна, не имеет существенных отличий. При обработке плоскости головки блока выдерживается шероховатость поверхности порядка Ra= 1-2 мкм, это необходимо для лучшего уплотнения головки блока с прокладкой.
Шлифовка плоскости блока цилиндров
У блока цилиндров наиболее часто встречающимся дефектом, является деформация плоскости блока в месте стыка с плоскостью головки блока.
Обычно в этом случае страдают цилиндры, расположенные в средней части блока, так как там и наблюдается наибольшая деформация, которая обычно не превышает 0.03- 0.05 мм. По результатам замеров, определяют дальнейший ход ремонта. Если деформация превышает вышеуказанные значения, то шлифовка плоскости блока обязательна. При результате замеров в 0.02-0.03 мм, блок может подлежать дальнейшей сборке без шлифовки.
При необходимости шлифования плоскости желательно не снимать более 0.1-0.2 мм, что всегда неукоснительно выполняется нашими мастерами.
При любом подозрении на наличие трещин, головка блока подлежит обязательному опрессовыванию. Трещины могут быть вызваны сильным перегревом двигателя или размораживанием, либо аварийной поломкой детали. Но головка конструктивно выполнена довольно сложно, и визуально определить трещину очень трудно. В таких случаях мы выполняем опрессовывание головки блока.
Для этой цели все окна рубашки головки закрываются резиновыми уплотнителями затем сверху накрываются специальной прозрачной плитой и стягиваются болтами, а все патрубки и штуцера закрываются резиновыми пробками. Один патрубок остаётся открытым, через него будет происходить подача воздуха. Затем головка погружается в горячую ванну, температура воды в которой составляет приблизительно 80° C При такой температуре раскрываются все микротрещины) и, создав давление 0.6-0.7МПа, оставляем головку на 10-15 минут. По наличию пузырьков определяем утечки.
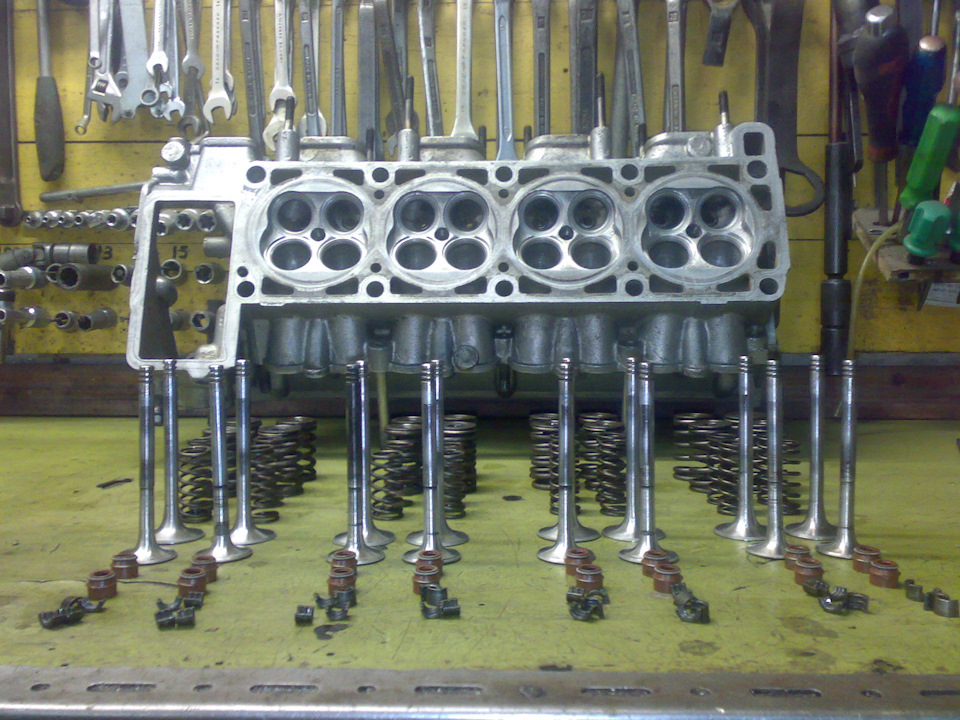
Замер клапанного механизма
После рассухаривания клапанов, осматриваем все детали и делаем их замеры. По таблице допуска промеряем микрометром в трех поясах стержень клапана, его износ не должен превышать 0.02 мм, осматриваем его тарелку и седло клапана на предмет раковин и микротрещин. Затем осматриваем и промеряем направляющие втулки клапанов. Детали не соответствующие допускам, подлежат выбраковке и замене.
Замена направляющих втулок клапанов
Производится замер втулок, и дефектные направляющие заменяем новыми. Для этого в термопечи нагреваем головку до 150 градусов и специальной оправкой с направляющей выбиваем старую втулку клапана. Новую направляющую запрессовываем также оправкой только другой формы, предварительно охладив новую направляющую. При этом выдерживаем натяг порядка 0.03-0.07 мм. Если гнездо под направляющую разбито, то запрессовываем ремонтную направляющую, увеличенную по внешнему размеру на 0.1-0.2 мм, предварительно обработав разбитое отверстие на расточном станке.
Правка рабочей фаски седла
Правка рабочей фаски седла клапана выполняется специальным инструментом с набором сменных резцов. В зависимости от рекомендации производителя резцы имеют разный угол. Они снимают необходимую фаску, выдерживая необходимый профиль кромки, которая нужна для дальнейшей притирки клапана. Обязательным условием здесь является соблюдение соосности отверстия направляющей втулки клапана с седлом менее 3 мкм), именно поэтому правка седла выполняется только после того, как направляющая втулка будет признанна годной.
Правка и чистка рабочей фаски клапана
Клапана, подлежащие по результатам измерений, дальнейшей эксплуатации перед притиркой обязательно обрабатываются на предмет восстановления правильной геометрии фаски. Биение фаски относительно стержня клапана не должно превышать 0.05 мм. Правка выполняется на специальном шлифовальном станке.
Притирка клапанов является финишной операцией и, порой, не требуется.
Притирка ведется до появления ровного пояска по всей рабочей поверхности тарелки клапана, с использованием универсальной притирочной пасты. После притирки все клапана проверяются вакуумметром на утечку. По окончании притирки головка промывается и продувается сжатым воздухом, чтобы убрать остатки притирочных паст и абразива.
Регулировка клапанов выполняется только специалистами, имеющими навык выполнения этой ответственной операции. Для регулировки используется специальное приспособление с часовым механизмом, позволяющим наиболее точно выдержать все предписанные зазоры.
Замена маслосъемных колпачков
На отремонтированной головке блока устанавливается новый комплект сальников клапанов. Работы выполняются с использованием специально изготовленного инструмента для снятия, так и оправок для установки новых сальников. Сальник клапана является очень ответственной деталью, от качества которого зависит надежная работа двигателя и гарантированное сгорание топлива без присутствия масла. Устанавливаем только сальники клапанов известных производителей, гарантирующих оптимальный срок эксплуатации.
Седло клапана, имеющее значительные раковины или просаженное от многократных притирок, подлежит замене. Старое седло демонтируется и устанавливается новое. Данная операция считается ответственной и выполняется мастерами, имеющими многолетний опыт их замены. Новые седла перед установкой погружаются в жидкий азот для охлаждения и затем в охлажденном виде запрессовываются в предварительно разогретую головку блока. Опыт тут имеет решающее значение, так как операция должна проводиться очень быстро, пока действует охлаждающий эффект азота и возможен прихват детали.
Выполненная таким образом замена седла, обеспечивает гарантию его неподвижности в головке блока и надежность выполненной работы.
Установка футорки под свечу
Когда свечное отверстие не подлежит восстановлению, а именно его резьбовой части, мы устанавливаем специально изготовленную вставку, которая заменяет резьбовую часть. Это так называемая футорка, которая имеет увеличенный диаметр наружной части. Для этого в старом свечном отверстии нарезается увеличенная резьба, в которую заворачивается футорка. Внутри она имеет диаметр резьбы стандартной свечи.
